

Werkzeugwechslermakro Basic für die SIM Software


Produktinformationen "Werkzeugwechslermakro Basic für die SIM Software"
Wir bieten Ihnen einen Werkzeugwechsler passend nur für unsere Sim-Software.
Dieser Werkzeugwechsler arbeitet nach dem Prinzip eines "Weinregals" der sehr verbreitet ist.
Die Anzahl der Werkzeuge ist auf max. 254 Stück begrenzt.
Da es so viele verschiedene Wechsler Typen am Markt haben, bieten wir hier die Grundfunktion an.
Sollten Sie einen anderen Wechsler Typ nutzen, sprechen Sie mit unserem Support.
Sie benötigen für diesen Wechsler Typ
- zwei digitale Ausgänge
Mindestvoraussetzungen:
Unsere deutsche SIM-Software mit einer Lizenz
Werkzeuge stehen entlang der X oder Y-Achse - auswählbar über dem Skript
Druckluftanschluss
Lieferumfang:
1 x Makro zum direkten Download
Bitte beachten Sie:
Dieses Makro ist nur für SIM-Software geeignet!
Wichtiger Hinweis zur Ausrichtung!
Die Werkzeugaufnahmen müssen exakt ausgerichtet sein. Der Abstand und die Höhe der Werkzeuge müssen untereinander gleich sein.
Die Positionen und Abstände können im Skript geändert werden. Aus diesem Grunde benötigt man keine spezielle Oberfläche.
Das hat den Vorteil Sie können weiterhin Ihre (falls vorhanden) Oberfläche weiterverwenden und es können sich keine Einstellungen unbeabsichtigt verstellen.
EU-Produktsicherheitsverordnung (GPSR)
CNC Steuerung
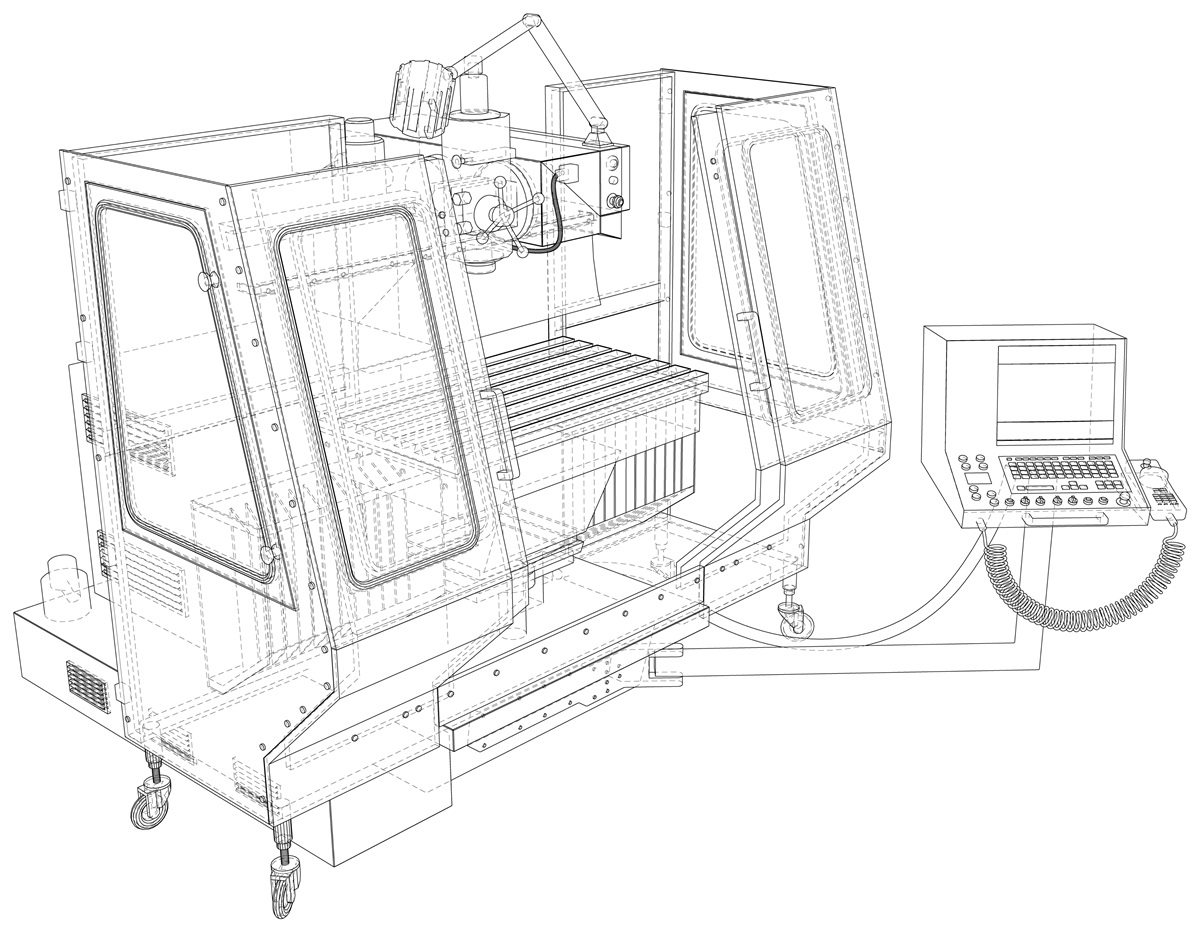
Grundlage ist die mitgelieferte Zeichnung. Sie zeigt schematisch eine CNC-Arbeitsfläche in der Draufsicht.
Auf der rechten Seite finden sich 10 Werkzeuge (1 bis 10 eingekreist). Im oberen Bereich findet man die Sicherheits-Position der Spindel (Punkt S).
WICHTIG: Wir definieren eine Hauptrichtung (in der Skizze ist dies die Y-Achse), die dem Aufbau der 10 Werkzeuge entspricht.
Ablaufplan (grob):
Der Werkzeugwechsel geschieht entlang der X und Y Achse ohne Überprüfung von Sensoren Wine Rack = Werkzeuge werden in der Ebene zur Seite heraus geholt, dann folgt eine Z-Bewegung der Spindel nach oben.
02
Kundeneingaben in der M6-Software des Werkzeugwechslers
In der Skriptdatei namens „M6.py“ sind Kundenseitig einige Eingaben vor zu nehmen. Kundenseitig dürfen diese Eingaben nur im oberen Bereich zwischen den Zeile 8 und 44.
Zu jeder Variable sind Kommentare eingefügt, die durch das #-Zeichen zu finden sind.
Im Testmodus
(Variable Testmodus = Ein) wird vor jeder Bewegung ein Meldungsfenster gezeigt.
Dieses Fenster gibt Informationen zur direkt darauf folgenden Bewegung bekannt.
Sie können dieses Meldungsfenster mit „Ja“ quittieren und die Software führt
den angegebenen Befehl aus.
Falls aber die vorgeschlagene Bewegung nicht Ihren Erfordernissen entspricht,
können Sie mit dem Anklicken des Buttons „Nein“ den gesamten Ablauf
unterbrechen.
Dieser Testmodus dient der Sicherheit, damit der Anwender genügend Zeit zum Überprüfen der Achsbewegungen hat.
Wenn Sie den Testmodus nicht wünschen, setzen Sie bitte im Skript die Variable Testmodus = Aus.
Durch die Kommentare hinter den Variablen erklären sich viele Eingaben von selbst.
Angaben wie „Werkzeug_Pos_XY“ beziehen sich auf die bereits definierte Hauptachse. Wenn diese Hauptachse (wie eingezeichnet) in Y-Richtung verläuft, generiert die Software den Abstand der Werkzeuge in X-Richtung automatisch.
Ebenfalls werden die Y-Positionen der Werkzeugschächte ebenfalls automatisch der Y-Achse zugeordnet (gemeint sind die Eingaben zu Werkzeug[1] bis Werkzeug[10])
Sie müssen also lediglich die Abstände und die Hauptachse korrekt angeben. Die dazugehörige Bewegungsrichtung (ob in X- oder Y-Richtung) errechnet der M6-Skript automatisch.
Beachten Sie bitte, dass die Software nur Absolutwerte verarbeitet. Sie schaltet am Anfang (Mittels G90) auf Absolut Maße um und am Ende des Skriptes auf Ihre Einstellungen (G90 oder G91) zurück.
- Achtung!
Der Anschluss und die Installation eines mit Starkstrom (Drei-Phasen-Wechselstrom) betriebenen Gerätes bedarf der Zustimmung des Ihres Netzbetreibers.
Dieser darf dies nur durch den Netzbetreiber oder ein in das Installateurverzeichnis des Netzbetreibers eingetragenes Installationsunternehmen vorgenommen werden. Informieren Sie sich bei Ihrem Netztbetreiber. - Achtung!
Bei einem nicht Stecker fertigen Gerät /Bauteil dürfen Anschluss und Installation aus Sicherheitsgründen nur von einem Fachmann (z.B. Elektriker) durchgeführt werden.
Anmelden
Passende Software

