

Werkzeugdurchmesserkompensation
Werkzeugdurchmesserkompensation:
In ECAM stehen 3 Kompensationsmodi zur Verfügung:
- Computermodus
- CNC-Modus
- Werkzeugverschleißmodus
Im CNC-Modus und im Werkzeugverschleißmodus wird am Anfang und am Ende des Werkzeugwegs automatisch eine lineare Annäherungsbewegung hinzugefügt.
Dies ist erforderlich, um die Werkzeugmaschinenkompensation zu ermöglichen.
Im Ausgabecode sind Codes zum Aktivieren/Deaktivieren der Fräserkompensation sichtbar (normalerweise G41/G42/G40).
Die lineare Anfahrbewegung ist 5 % größer als der Werkzeugdurchmesser.
Computermodus
Dies ist der kompatibelste Modus, da der endgültige Pfad automatisch berechnet wird. Der Ausgabecode enthält keinen Befehl zur Kompensation (normalerweise G41 - G42).
Es ist nicht möglich, den Werkzeugweg über die Werkzeugmaschinentabelle anzupassen. Sie müssen sich nicht um die Einstellung des Werkzeugdurchmessers im Werkzeugdurchmesserregister kümmern.
Es ist nicht angegeben, ob Sie bei Ihrem Werkstück enge Toleranzen einhalten müssen.
CNC-Modus

Dies ist der am wenigsten kompatible Modus. Der Ausgabepfad spiegelt genau das Geometrieprofil wider. Der gesamte Versatzabstand und der effektive Werkzeugweg werden von der CNC-Maschine berechnet.
In diesem Modus muss der Werkzeugdurchmesser in der CNC-Werkzeugtabelle definiert werden. Der Werkzeugverschleißwert kann angepasst werden, um eine mögliche Werkzeugabweichung auszugleichen.
Die Werkzeugwegvorschau und die Simulation zeigen immer den unkompensierten Weg. Dieses Problem kann für den Benutzer optisch irreführend sein.
Der Werkzeugpfad wird in der CNC-Maschine kompensiert, sodass Sie den gewünschten Werkzeugpfad erhalten.
Werkzeugverschleißmodus
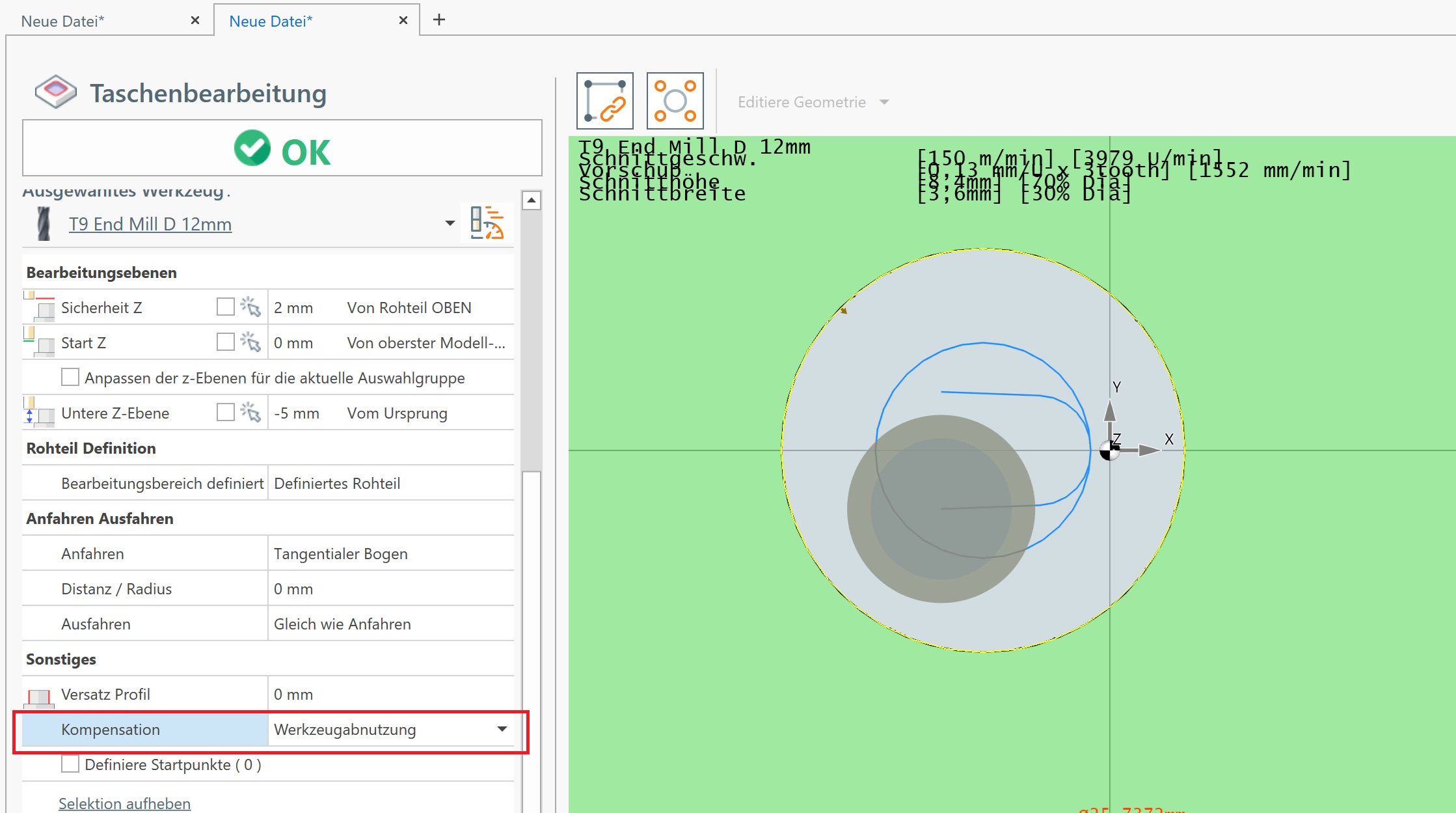
Der Versatzdurchmesser wird vom Computer berechnet, Sie können den Werkzeugpfad jedoch auch anpassen, indem Sie die Verschleißtabelle der Werkzeugmaschine bearbeiten.
Dadurch treten weniger Inkompatibilitätsprobleme mit CNC auf.
Wenn die Werkzeugweg-Engine sowohl bei der CNC-Kompensation als auch bei der Werkzeugverschleißkompensation keine ordnungsgemäße Einfahr-/Ausfahrbewegung erzeugen kann, wird ein Fehler ausgelöst.
Wenn dies geschieht, versuchen Sie, den Wert des Annäherungsradius zu reduzieren, unter der Schlichtoperation
Ausgabecode
Damit der Maschineninstruktor weiß, welche Kompensation aktiviert ist und welche Werte in das CNC-Werkzeugregister eingefügt werden müssen, sind alle diese Informationen im Ausgabecode sichtbar.
Sowohl in der Tool-Zusammenfassung als auch beim tatsächlichen Aufruf des Tools.
Beispiel für eine Computerkompensation:
In der Tool-Zusammenfassung:
(#7 - SCHAFTFRÄSER D 8 MM COMP COMPUTER - RADIUS COR-WERT 0)
Zum aufgerufenen Tool:
N5 (TASCHE - SCHLICHTEN) (COMP COMPUTER - RADIUSKORREKTURWERT 0) (SCHAFTFRÄSER D 8MM)
Beispiel für CNC-Kompensation:
In der Tool-Zusammenfassung:
(#7 - SCHAFTFRÄSER D 8MM COMP NCCONTROL - RADIUS COR-WERT 4)
Zum aufgerufenen Tool:
N5 (TASCHE - SCHLICHTEN) (COMP NCCONTROL - RADIUSKORREKTURWERT 4) (SCHAFTFRÄSER D 8MM)
Beispiel für Werkzeugverschleiß:
In der Tool-Zusammenfassung:
(#7 - SCHAFTFRÄSER D 8MM COMP TOOLWEAR - RADIUS COR-WERT 0)
Zum aufgerufenen Tool:
N5 (TASCHE - SCHLICHTEN) (COMP TOOLWEAR - RADIUSKORREKTURWERT 0) (SCHAFTFRÄSER D 8MM)
Auf diese Weise können Sie direkt vom G-Code aus sehen, welcher Kompensationsmodus aktiviert wird und welchen Wert der Maschinist in die Werkzeugmaschinentabelle einfügen muss.
Aus diesen Kommentaren geht hervor, dass Sie den Werkzeugdurchmesser nur bei der CNC-Kompensation einstellen müssen, bei den anderen beiden Modi müssen Sie den Werkzeugdurchmesser auf 0 setzen.