


Werkzeugwechsler Advanced für die SIM Software
Anleitung zum Werkzeugwechsler Advanced für die SIM Software
Unsere Advanced Werkzeugwechsler besteht aus einem M6 Makro.
Dieses Makro kann mit einem kostenlosen Tool wie Notepad++ geöffnet werden oder Sie nutzen das Skripting innerhalb der SIM Software.
Hier können Sie Notepad++ kostenlos herunterladen
(wir übernehmen keine Verantwortung für externe Link´s)
Der Skript selber hat ca. 540 Zeilen und wurde von uns sehr gut beschrieben.
Alles was Grün geschrieben wurde fängt mit einer Raute an (#) und ist eine Beschreibung.
Wir empfehlen Ihnen den Skript in seiner Originalform zu sichern und dann mit der Änderung/ Anpassung an Ihrer Maschine zu beginnen.

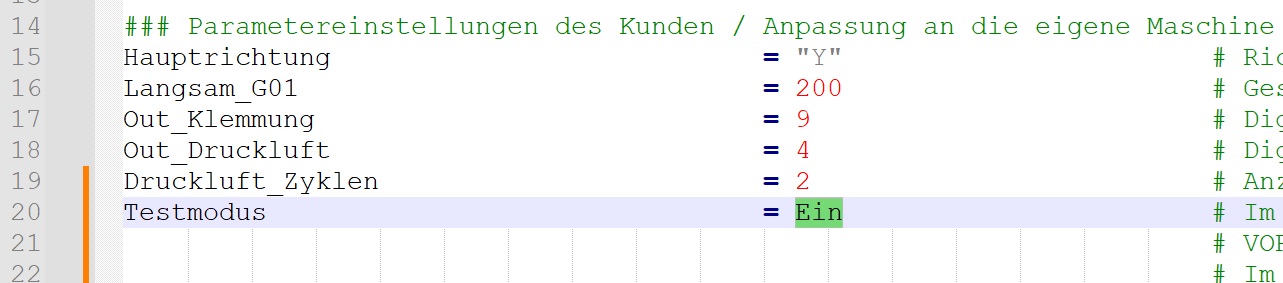
Testmodus = Ein
# Im Testmodus wird zu jeder Aktion ein Meldungsfenster angezeigt. Sonst auf Aus stellen
# VORTEIL: Man hat genügend Zeit, die Maschine zu stoppen, falls der Ablauf an der Stelle falsch ist.
# Im Normalbetrieb muß die Variable Testmodus auf Aus gesetzt werden. Dann wird kein Meldungsfenster angezeigt
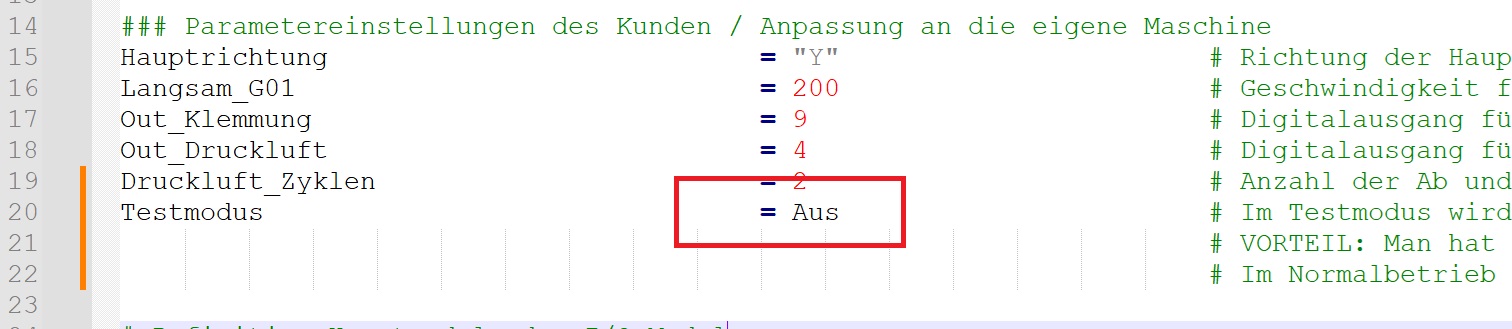
Nach den Einstellungen kommt in Zeile 92 der Hinweis das ab hier nun der Skript nicht mehr verändert werden darf. Achtung halten Sie sich bitte daran.

Es dürfen nur die rot markierten Stellen geändert werden
Begrifflichkeiten:
### Parametereinstellungen des Kunden / Anpassung an die eigene Maschine
Hauptrichtung = "X" # Richtung der Hauptbewegung: Hauptrichtung ist diejenige Richtung, in der die Werkzeuge aufgebaut sind.
Langsam_G01 = 250 # Geschwindigkeit für langsame Fahrt (G01)
Out_Klemmung = 7 # Digitalausgang für die Klemmung // ACHTUNG: negative Logik: 0 = Klemmung zu, 1 = Klemmung offen!!!!!
Out_Druckluft = 5 # Digitalausgang für Druckluft // positive Logik: 0 = Druckluft aus, 1 = Druckluft an
Druckluft_Zyklen = 0 # Anzahl der Ab und Auf-Bewegung mit offener Klemmung, über dem Werkzeug mit Druckluft an
Testmodus = An # Im Testmodus wird zu jeder Aktion ein Meldungsfenster angezeigt. Sonst auf Aus stellen
# VORTEIL: Man hat genügend Zeit, die Maschine zu stoppen, falls der Ablauf an der Stelle falsch ist
# Im Normalbetrieb muß die Variable Testmodus auf Aus gesetzt werden. Dann wird kein Meldungsfenster angezeigt
# Definition der Digitaleingänge (DI) und weiterer notwendiger Parameter zu den Digitaleingängen
In_Klemmung = 13 # DI für Klemmung ist auf (Logisch 1 = Klemmung auf / Logisch 0 = Klemmung geschlossen)
In_Werkzeug = 5 # Digitaleingang für Tool inside (Logisch 1 = Werkzeug in Spindel vorhanden)
In_SpindelSteht = 7 # Digitaleingang für stehende Spindel (Logisch 1 = Spindel dreht / Logisch 0 = Spindel steht)
# Zeiteinstellungen für die Digitaleingänge
Zeit_Klemmung = 3 # Zeit [Sekunden] bis Klemmung auf ist
Zeit_Werkzeug = 2 # Zeit [Sekunden] bis Werkzeug in Spindel ist (Tool is inside)
Zeit_SpindelStop = 10 # Zeit [Sekunden] bis Spindel steht
# Überwachung der Digitaleingänge Ein / Aus
Check_Klemmung_Auf = Ein # Soll Digitaleingang 'Klemmung auf' überwacht werden? Wenn nicht, dann auf 'Aus' stellen
Check_Werkzeug_In_Spindel = Ein # Soll Digitaleingang 'Wer
kzeug ist in Spindel' überwacht werden? Wenn nicht, dann auf 'Aus' stellen
Check_Spindel_Steht = Ein # Soll Digitaleingang 'Spindel steht' überwacht werden? Wenn nicht, dann auf 'Aus' stellen
# Überwachung der Digitaleingänge Ein / Aus
# Parameter zur Hauben- & Schlittensteuerung (Der Werkzeughalter ist außerhalb der Arbeitsfläche
# und wird -mittels Magnetventil oder Pneumatik - beim WZW vor und zurück gefahren)
# Ausgänge
Out_Haube = 6 # Digitalausgang für die Haubensteuerung
Out_Schlitten = 6 # Digitalausgang für die Schlittenhalterung für die Werkzeuge
# Eingänge
In_Haube_Unten = 9 # Digitaleingang für Haubenschalter unten
In_Haube_Oben = 13 # Digitaleingang für Haubenschalter oben
In_Schlitten_Ausgefahren = 12 # Digitaleingang für Werkzeugschlitten ist ausgefahren (bereit zum WZW)
In_Schlitten_Eingefahren = 9 # Digitaleingang für Werkzeugschlitten ist eingefahren (zurück zur Parkposition)
# Nachfolgende Varieblen: Hauben- & Schlittensteuerungen ein- oder ausschalten
Check_Haubensteuerung = Ein # Wenn Haubensteuerung vorhanden, dann 'Ein', sonst 'Aus'
Check_Schlittensteuerung = Ein # Wenn Schlittensteuerung vorhanden, dann 'Ein', sonst 'Aus'
# Wartezeiten für Hauben- & Schlittensteuerungen
Zeit_Haube = 5 #Wartezeit für die Haubenbewegung, bis Haube hoch bzw. heruntergefahren ist
Zeit_Schlitten = 7 #Wartezeit für die Schlittenbewegung, bis Schlitten ein- oder ausgefahren ist.
### ENDE Parametereinstellungen des Kunden / Anpassung an die eigene Maschine