


Nulleinstellgerät
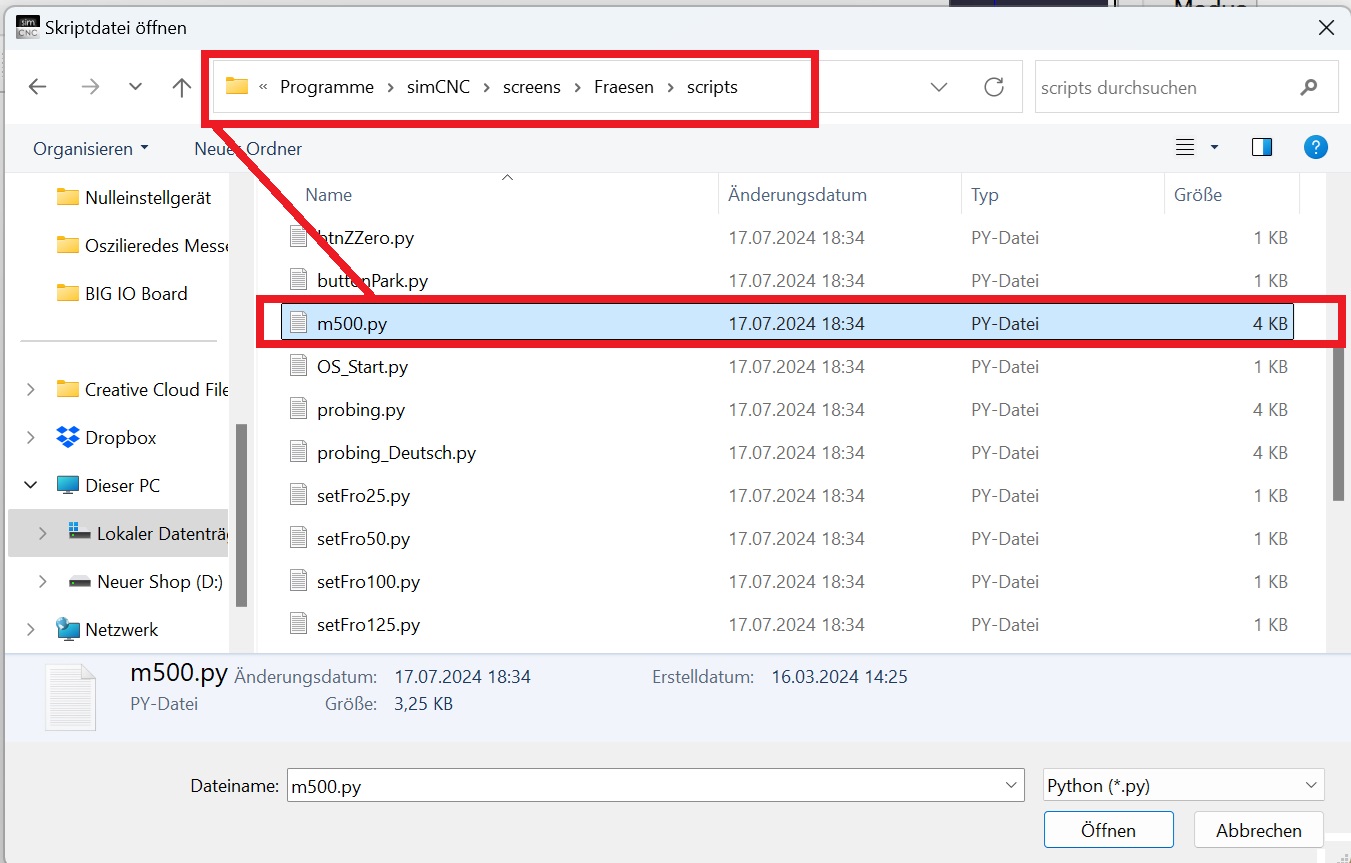
Alle Scripte in unserer Oberfläche müssen unter:
C:\Programme\simCNC\Screens\Fraesen\script kopiert werden.
M500
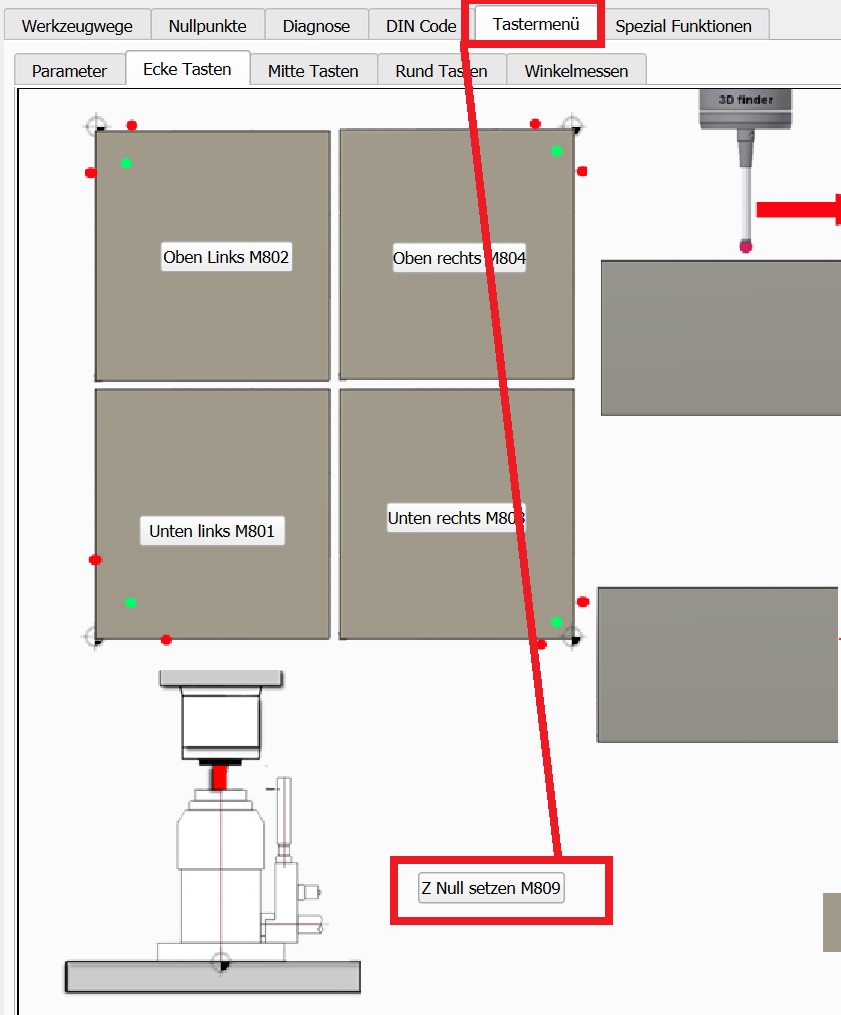
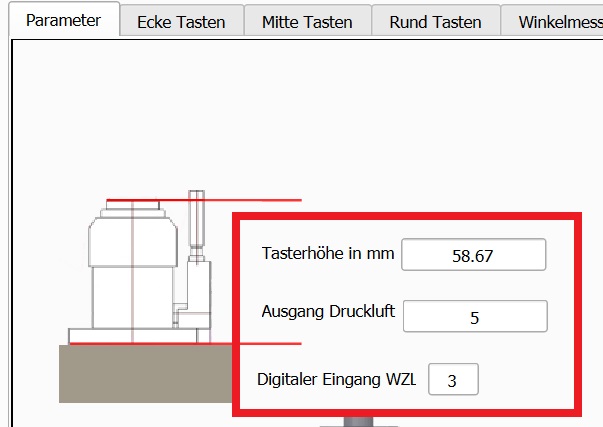
Für die Werkzeuglängenvermessungen haben wir in der Oberfläche ein Tastenfeld eingebunden
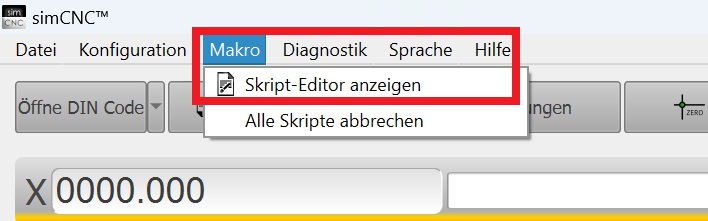
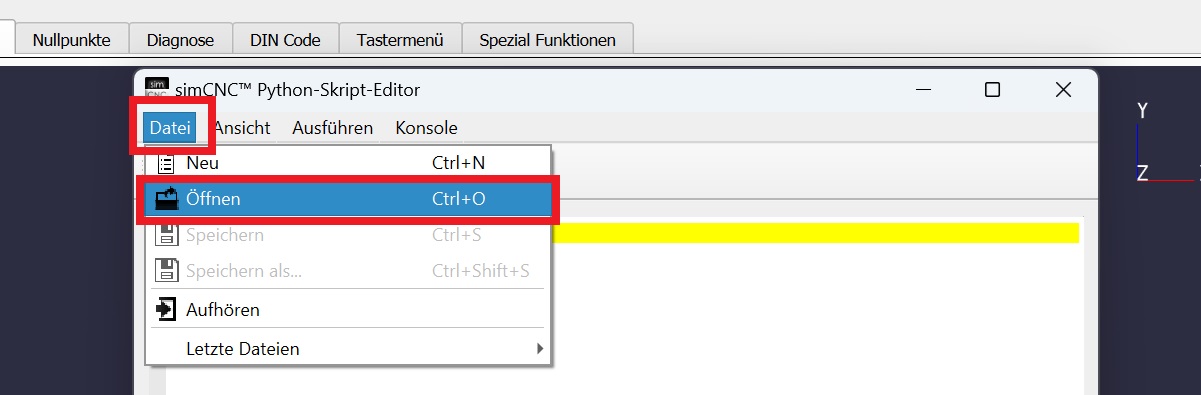
Makro - Script anzeigen.
Nehmen Sie folgende Einstellungen vor:
In Zeile 24 geben Sie die Position an, wo der Startvorgang starten soll. Hier im Beispiel
auf X = 0 Y =0 und Z -10
Zeile 23 # Position auf [X, Y, Z]
Zeile 24 probeStartAbsPos = [0, 0, -10]
Tragen Sie in Zeile 26 die Position wie weit die Z Achse bewegen soll um den Taster zu finden.
Hier im Beispiel -150 was 150 mm abwärts bedeutet. Der Vorgang wird aber vorher bereits gestoppt wenn der Taster ein Signal sendet.
Zeile 25# Maximale Suchstrecke
Zeile 26 zEndPosition = -150
Tragen Sie in Zeile 30 ein wie schnell nach einem erfolgreichen Tasten hochgezogen werden soll. In Beispiel 1000 (mm/min.)
Zeile 29 # Abfahrgeschwindigkeit (units/min)
Zeile 30 vel = 1000
Tragen Sie die Geschwindigkeit (in mm/min.) ein mit der schnell und langsam angetastet werden soll. 1. Antastvorgang = schnell 2. Antastvorgang = langsam
# Antastgeschwindigkeit Schnell und langsam (units/min)
Zeile 32 fastProbeVel = 500
Teile 33 slowProbeVel = 250
In Zeile 35 tragen Sie die Rückzugsstrecke ein, die nach dem 1. Antasten hochgezogen werden soll.
goUpDist = 5
In Zeile 27 haben wir eine Verweilzeit eingetragen, lassen Sie diese Zeit oder erhöhen Sie diese Zeit wenn Sie einen langsamen Rechner verwenden.
fineProbingDelay = 0.2
und es müssen alle Achsen referenziert worden sein.
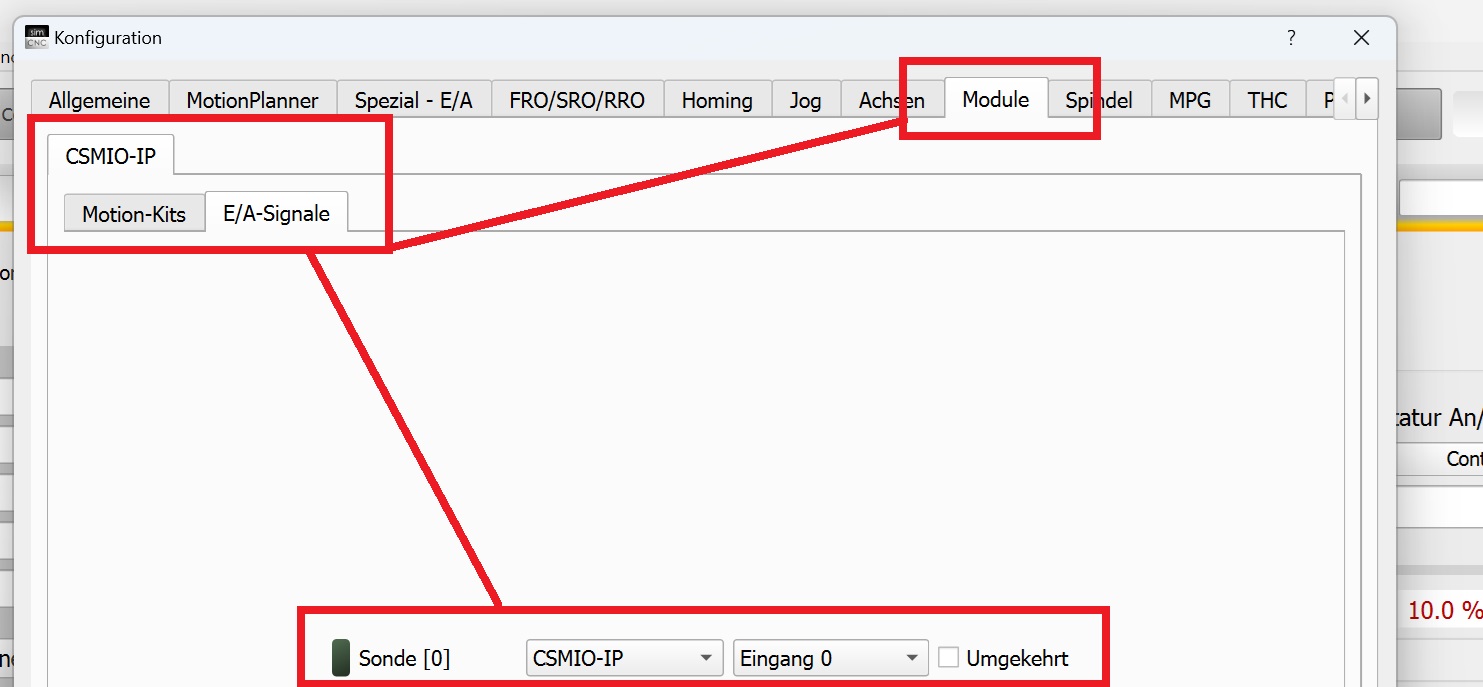
Weisen Sie dem Taster einen Eingang zu.
Gehen Sie in die Konfig - wählen Sie Module - E/A Signale und tragen Sie den Eingang unter Sonde (0) ein. Leuchte die LED beim Eingang setzen Sie das Häkchen bei Umgekehrt.

Kommentare (0)