


Hypertherm Plasmageräte an die CNC Anschließen
Voraussetzung für den Anschluss an eine CNC Steuerung ist generell die Möglichkeit einer Fremdzündung.
In einigen Fällen kann man auch das Handgerät umbauen, aber hier geht es um die CNC Schnittstelle am Beispiel einer Hypertherm.
Beachten Sie in diesem Zusammenhang auch Ihre Betriebsanleitung um diese mit unserer Anleitung zu vergleichen. Fragen Sie Ihren Lieferanten wenn Unklarheiten vorhanden sein sollen.
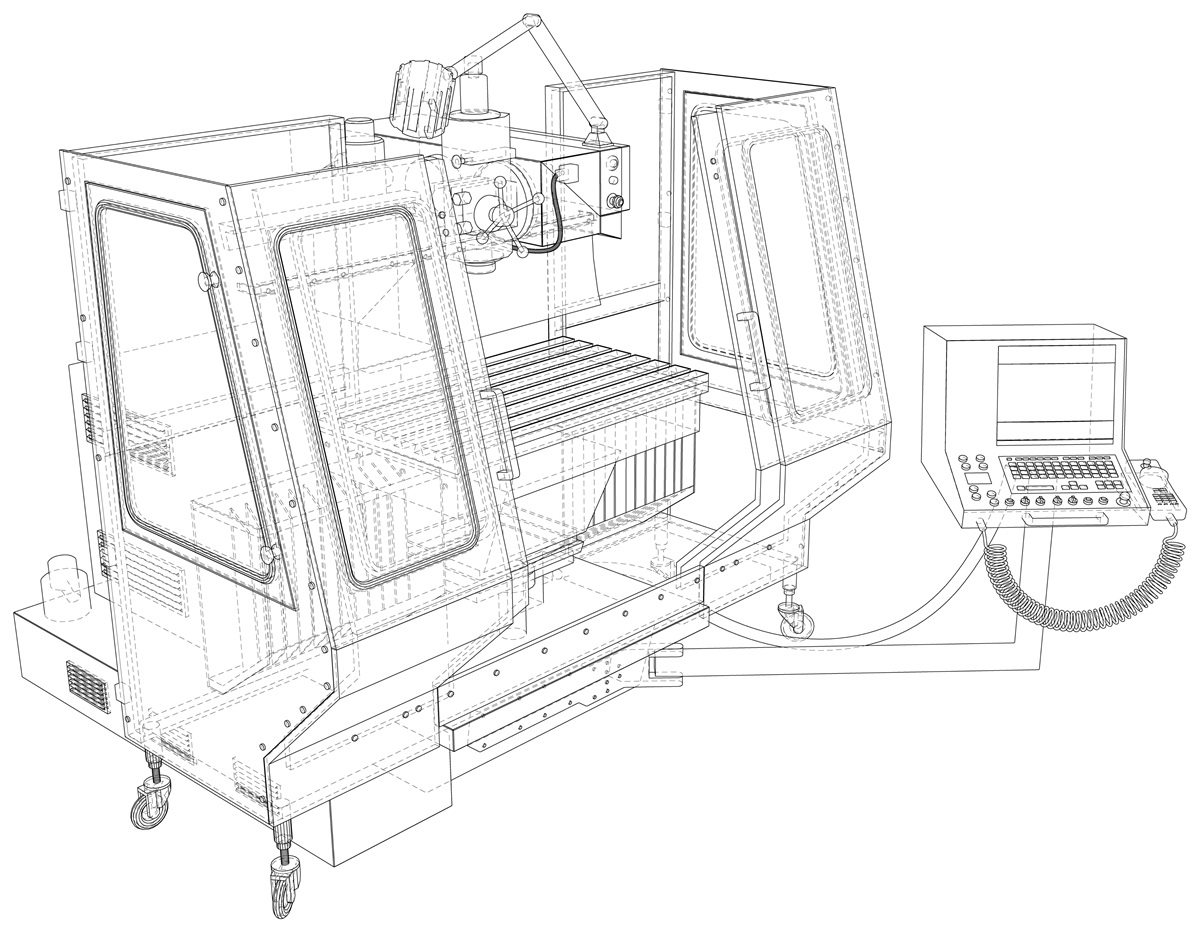
Ihre Schneidquelle muss wie hier im Beispiel eine Schnittstelle haben. Bei der Hypertherm vorne rechts oben.
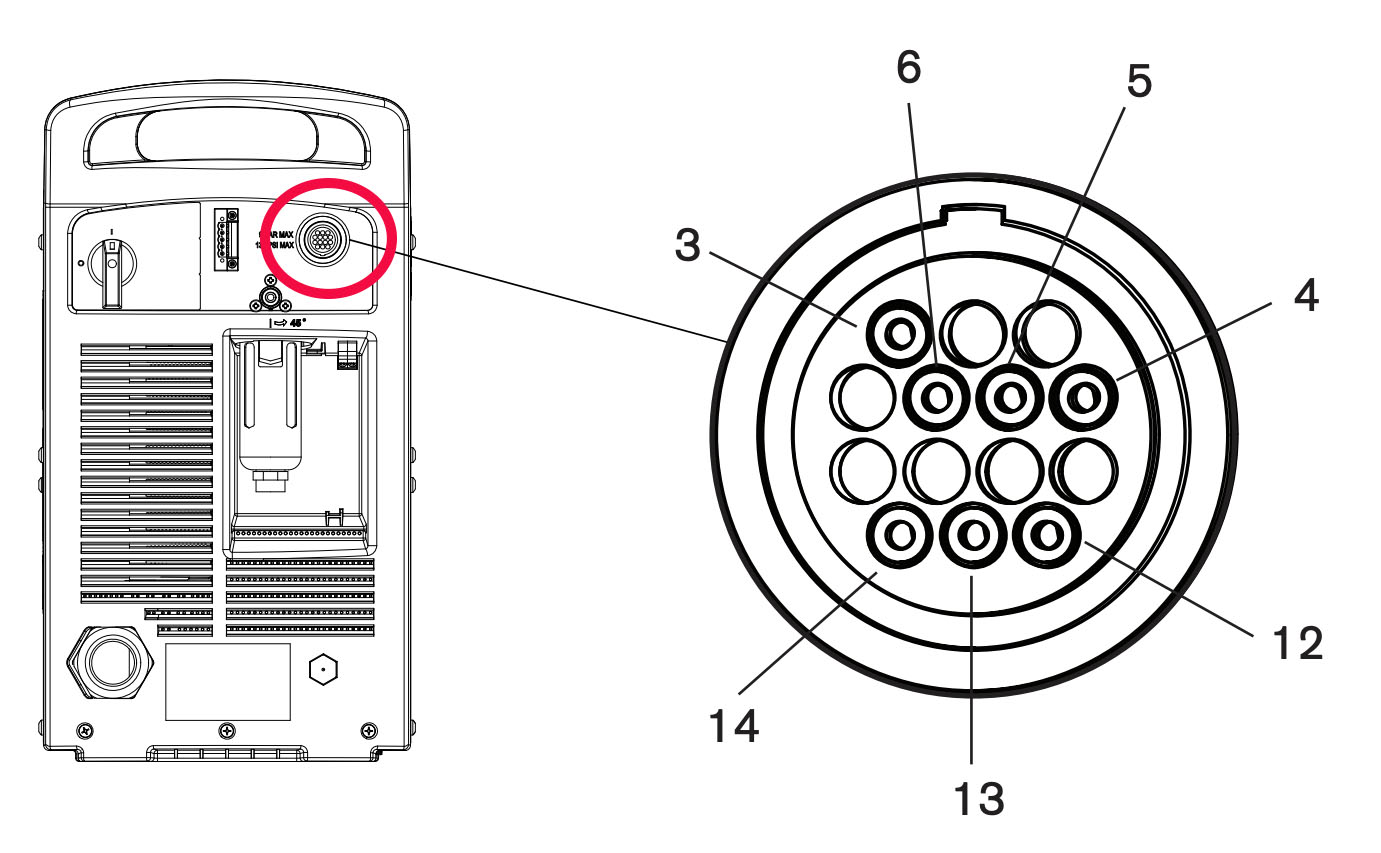
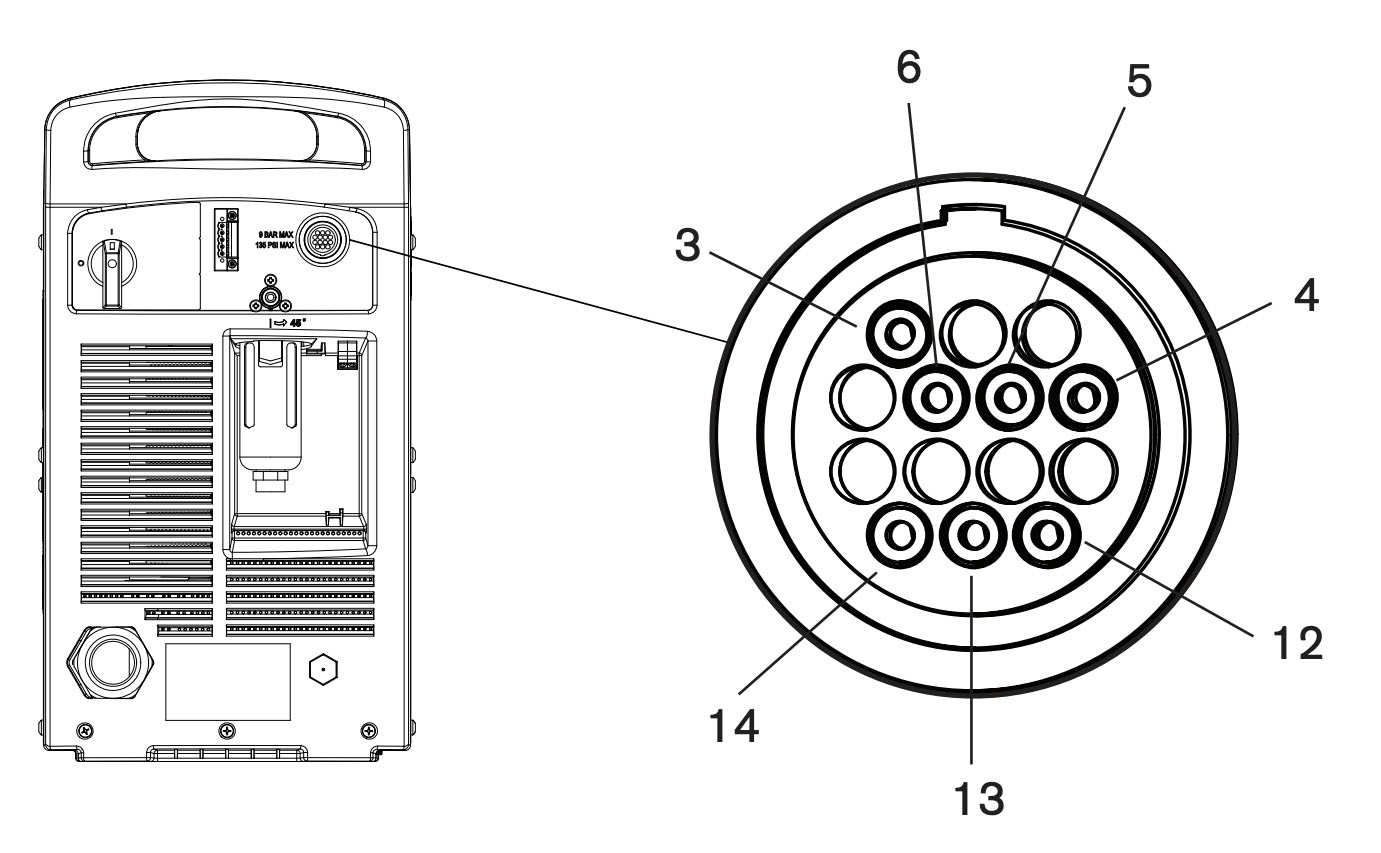
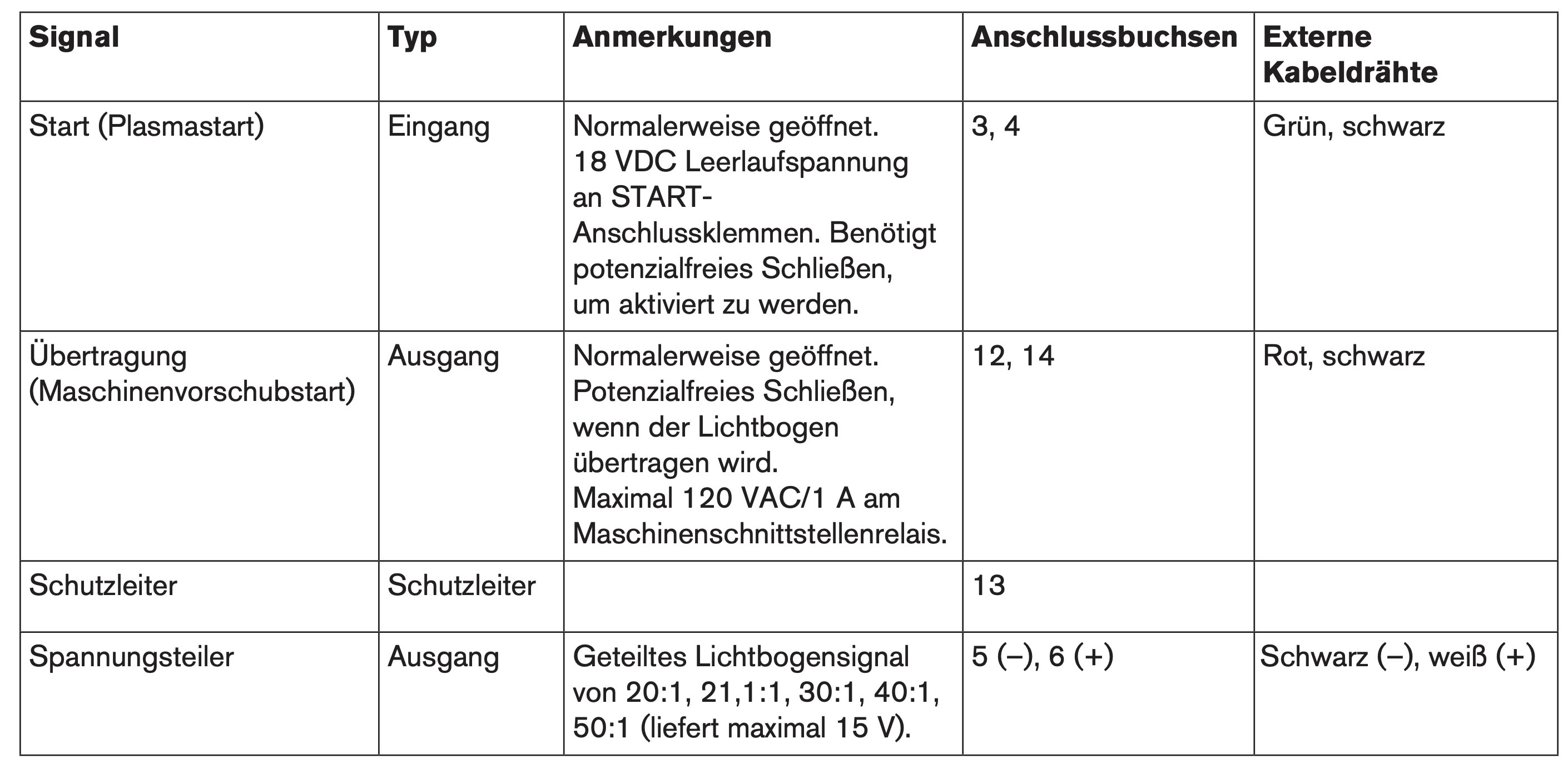
Kabel 3 und 4 (Grün und schwarz)
- legen Sie auf ein Relais und weisen Sie den Ausgang der CSMIO dem M3 Signal zu.
Funktion:
Wird das Relais geschlossen - startet die Schneidquelle
Kabel 12 und 14 (Rot - schwarz)
- legen Sie das rote Kabel auf 24 Volt+ und das schwarze Kabel auf einen Eingang der CSMIO.
Funktion:
- hat die Plasmaquelle gestartet, wird der Kontakt geschlossen. Wir werden diesen Eingang dann als Plasma (Torch) Ok aus. Der Vorschub der Achsen wird dann gestartet. Fällt der Eingang ab, stoppen wir den Vorgang.
Kabel 13
- legen Sie das Kabel auf den Sammelpunkt Ihrer Schutzleiter auf
Kabel 5 und 6 (Schwarz - und weiß +)
- legen Sie das schwarze Kabel auf den analogen Eingang 0 der CSMIO auf. Das weiße Kabel legen Sie auf die GND Klemme der analogen Eingänge auf-
Funktion:
- bei Schneiden wird ein analoger Wert des Gerätes übermittelt, den wir zur Höhenregelung verwenden.
Wichtig:
Schauen Sie nach mit wieviel Spannung Ihre Anlage arbeitet. Überprüfen Sie dann den Spannungsteiler Ihres Brenners. Mögliche Spannungsteilung sind 20:1, 21,1:1, 30:1, 40:1, 50:1.
Rechenbespiel:
Schneidet Ihre Anlage mit 150 Volt würde mit einem Teiler von 20:1 maximal 7 Volt an unsere Steuerung ausgegeben. Mit einem Teiler von 30:1 nur noch 5 Volt.
Je höher die Spannung um so besser die Regelung. Aber niemals über 10 Volt !

Kommentare (0)