


Multifunktion Eingänge beim C2000
Geschätze Lesezeit: 5 Minuten
01.10.2024
Eigentlich nutzen wir nur den Eingang 1 Parameter P02-01 = 5 für den Reset.
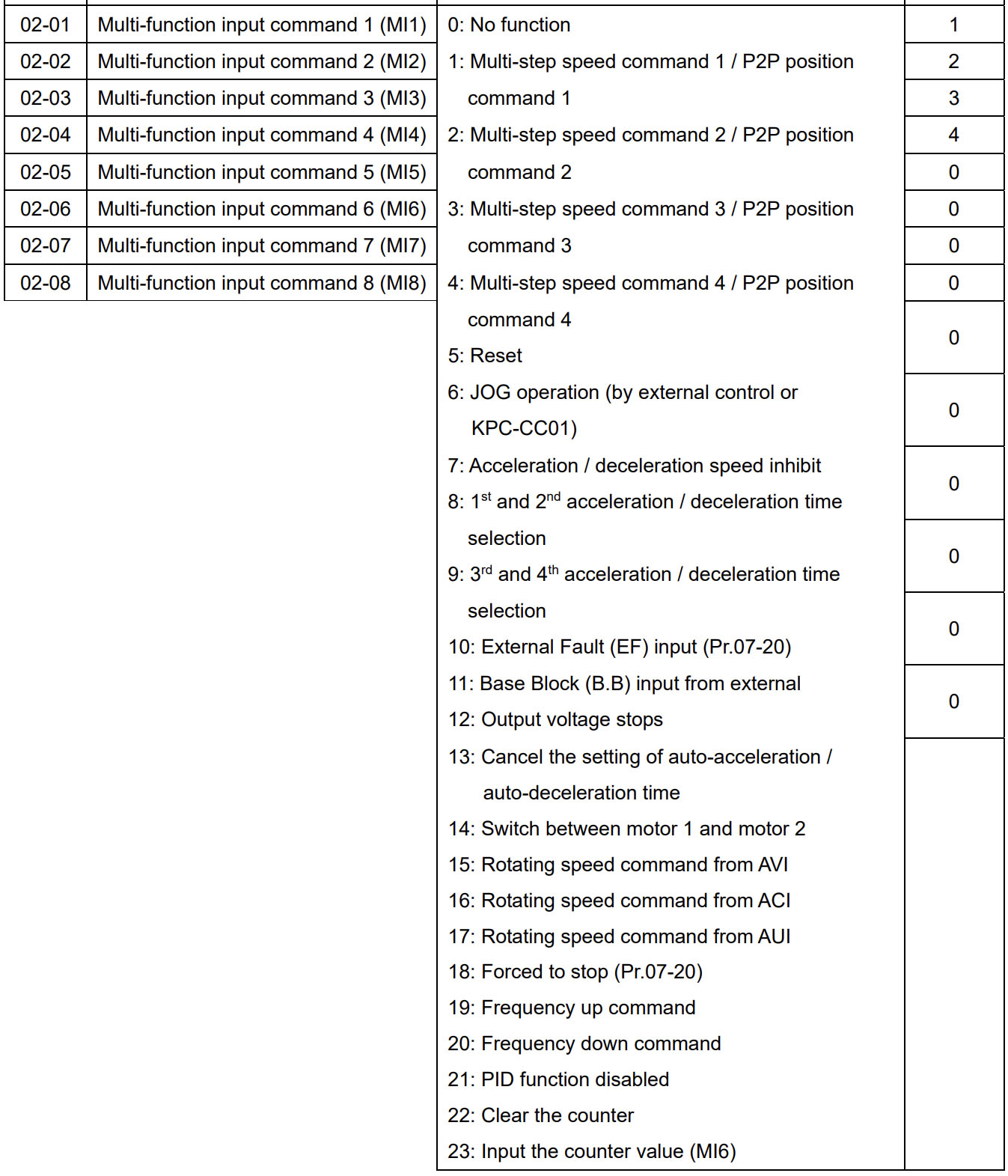
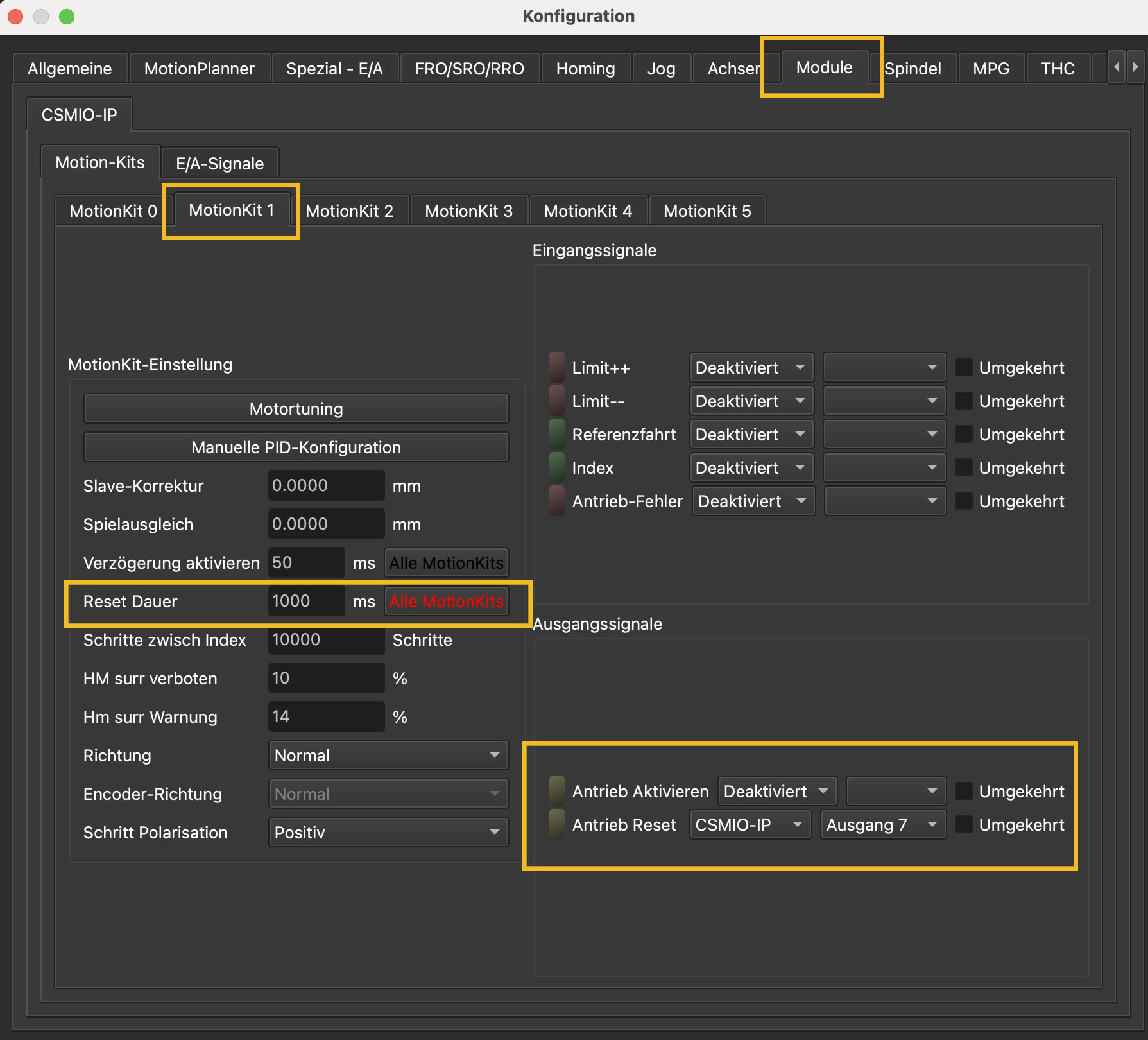
Wer den Multifunktion Ausgang 1 dem Servoalarm zugewiesen hat, diesen dann auch in der Software eingestellt hat, erhält bei einem Alarm. Nun müssen wir auch den Alarm des FU löschen um weiterarbeiten zu können. Um nicht den Schaltschrank öffnen zu müssen weisen wir dem MI 1 den Rest zu.
Legen dann den MI 1 und das DCM Signal auf einen Ausgang, der dann den Reset auslöst.
Legen dann den MI 1 und das DCM Signal auf einen Ausgang, der dann den Reset auslöst.
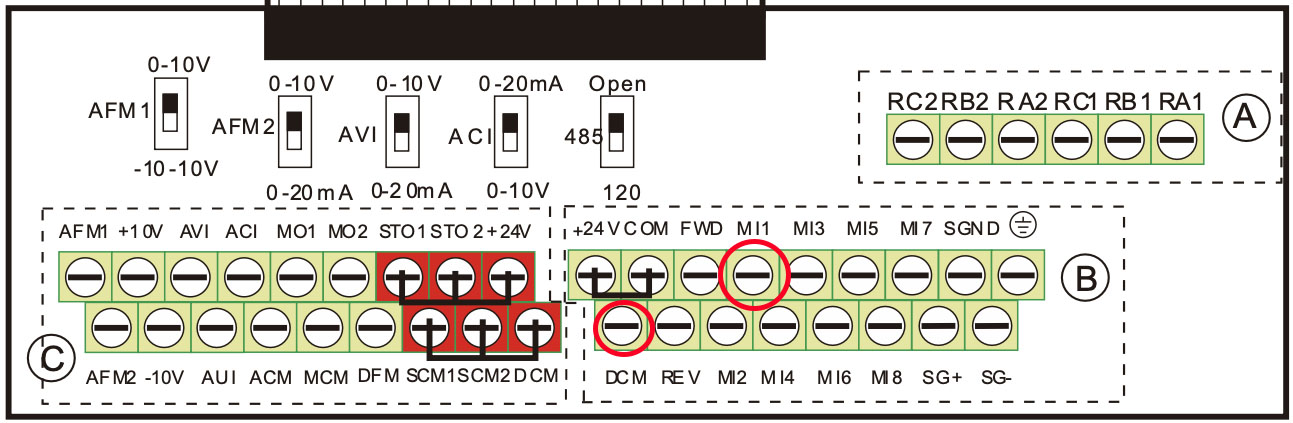
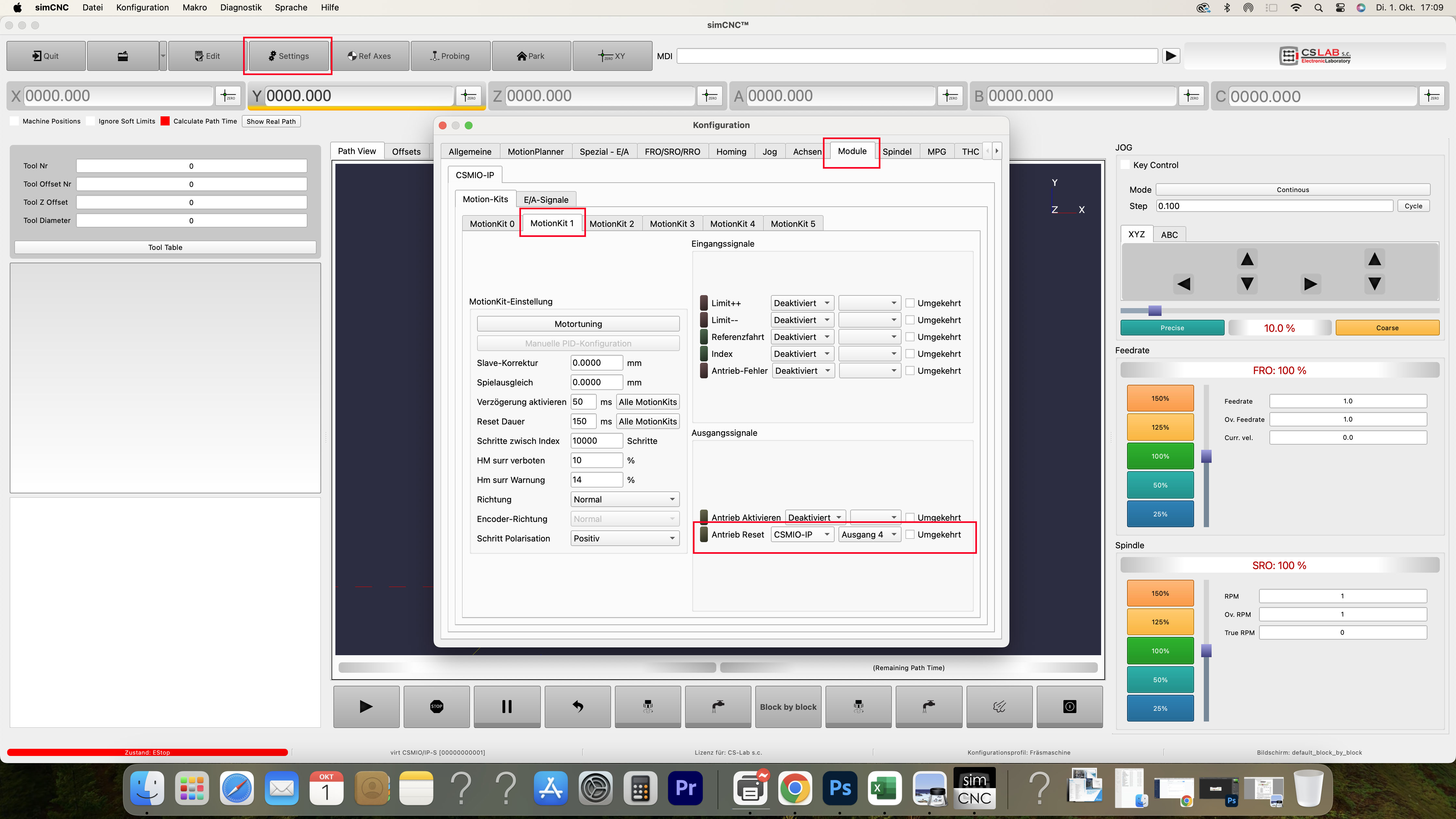
Weil wir den Ausgang 0 bereits bei unserem CNC Connect System für das Servo Rest zugewiesen haben, können wir den Ausgang 1 einen freien Ausgang (Relais) zuweisen wo wir den Reset für den FU zuweisen.
Produktgalerie überspringen

C2000 Plus-Serie
Die C2000 Plus-Serie verfügt über präzise Geschwindigkeits-, Drehmoment- und Positionssteuerungsfunktionen, die sowohl für sensor- als auch sensorlose Synchron-/Asynchronmotoren geeignet sind. Mit höherer Überlastkapazität kann der Leistungsbereich der C2000 Plus-Serie bis zu 560 kW erreichen und bietet die beste Leistung und Stabilität für eine Vielzahl von Schwerlast- und Konstantdrehmomentanwendungen, wie z. B. Drehmaschinen und Fräsmaschinen es benötigen.
Merkmale und Vorteile:
· Hochbelastbare Überlastfähigkeit bis zu 150 % / 60 Sek. und 180 % / 3 Sek. bei Nennstrom; sensorlose Vektorsteuerung von IM-/PM-/SynRM-Motoren
· IP55-Lüfter, effizienter Kühlkörper und konforme PCB-Beschichtung der Klasse 3C3
· Integrierte SPS (10.000 Schritte) und Remote-I/O-Integration für CANopen-/Modbus-Masterstationen
· Positionierungssteuerung, Master/Slave-Drehmomentsteuerung, elektromagnetische Energie-Traktionssteuerung und mehr
· Kommunikationskarten (optional): EtherCAT, EtherNet/IP, DeviceNet, PROFINET, PROFIBUS DP, Modbus TCP, CANopen
Lieferumfang immer :
1 x Frequenzumrichter mit Bedienteil
Preis auf Anfrage
Wurde Ihr Frequenzumrichter an einem Spindelmotor eingestellt, haben wir Ihnen sicherlich mitgeteilt welcher Eingang für die Orientierung verwendet wurde.
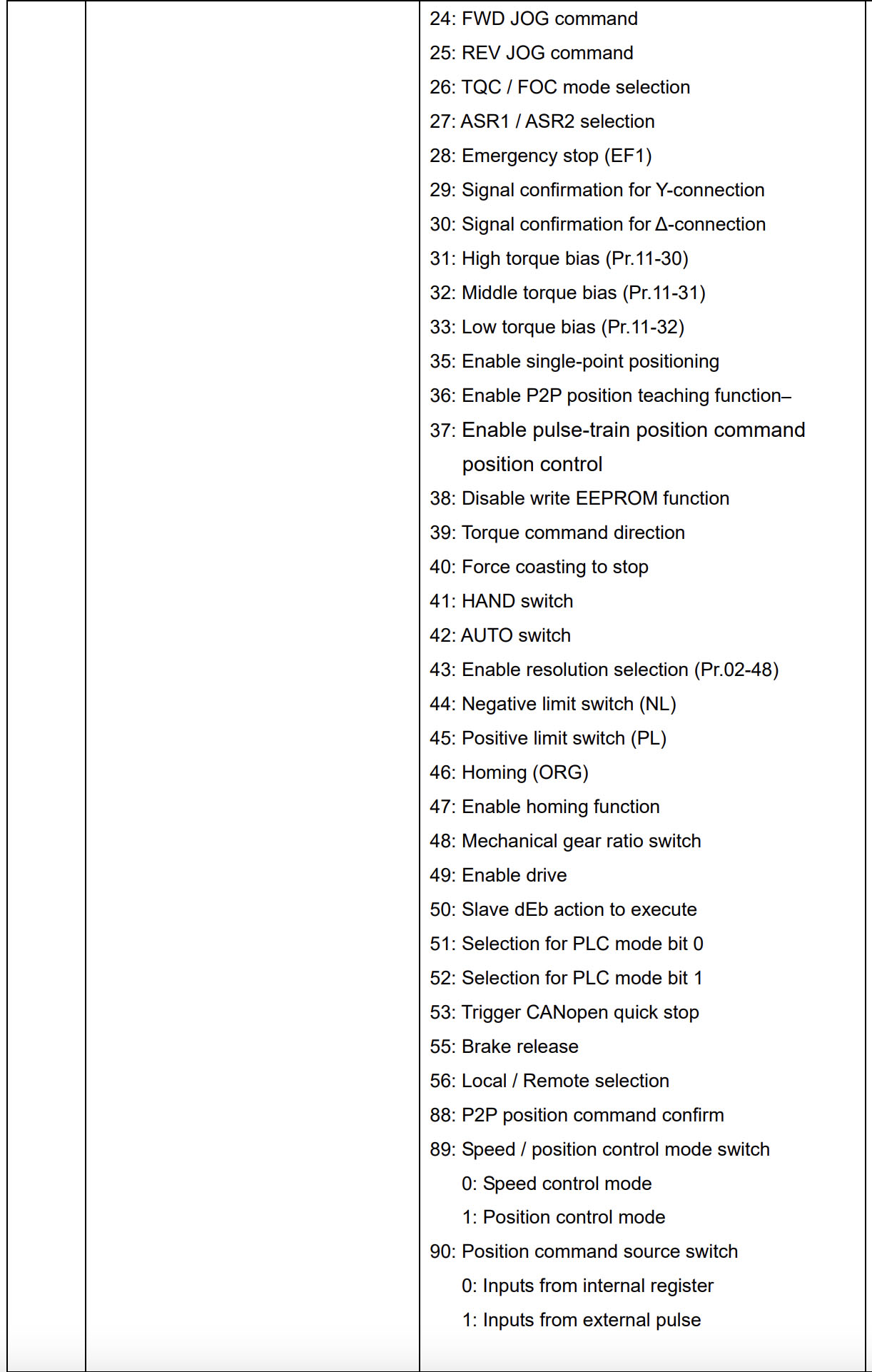
Die Einstellungen wurden bereits vorgenommen. Sie können wenn Sie selber einen FU programmieren, einen Eingang frei wählen, dann muss aber die Funktion 35 zugewiesen werden. Das bedeutet der Eingang wird auf Singel Point Position reagieren.
Die Einstellungen wurden bereits vorgenommen. Sie können wenn Sie selber einen FU programmieren, einen Eingang frei wählen, dann muss aber die Funktion 35 zugewiesen werden. Das bedeutet der Eingang wird auf Singel Point Position reagieren.
Wer beim Einschalten die Spindelorientierung automatisch aktivieren möchte kann dieses über den Reset Ausgang der SIM Software realisieren.
Beispiel an Hand unseres CNC Connect Systemes:
Weisen Sie der Y Achse den Ausgang Reset zu der den MI Eingang dann schaltet. Dann würde sich beim Einschalten der SIM Software die Spindel automatisch positionieren.
Da ja bereits beim CNC Connect System der Ausgang 0 für den Reset und der Ausgang 1 für das Servo Enable Signal verwendet werden,
Beispiel an Hand unseres CNC Connect Systemes:
Weisen Sie der Y Achse den Ausgang Reset zu der den MI Eingang dann schaltet. Dann würde sich beim Einschalten der SIM Software die Spindel automatisch positionieren.
Da ja bereits beim CNC Connect System der Ausgang 0 für den Reset und der Ausgang 1 für das Servo Enable Signal verwendet werden,
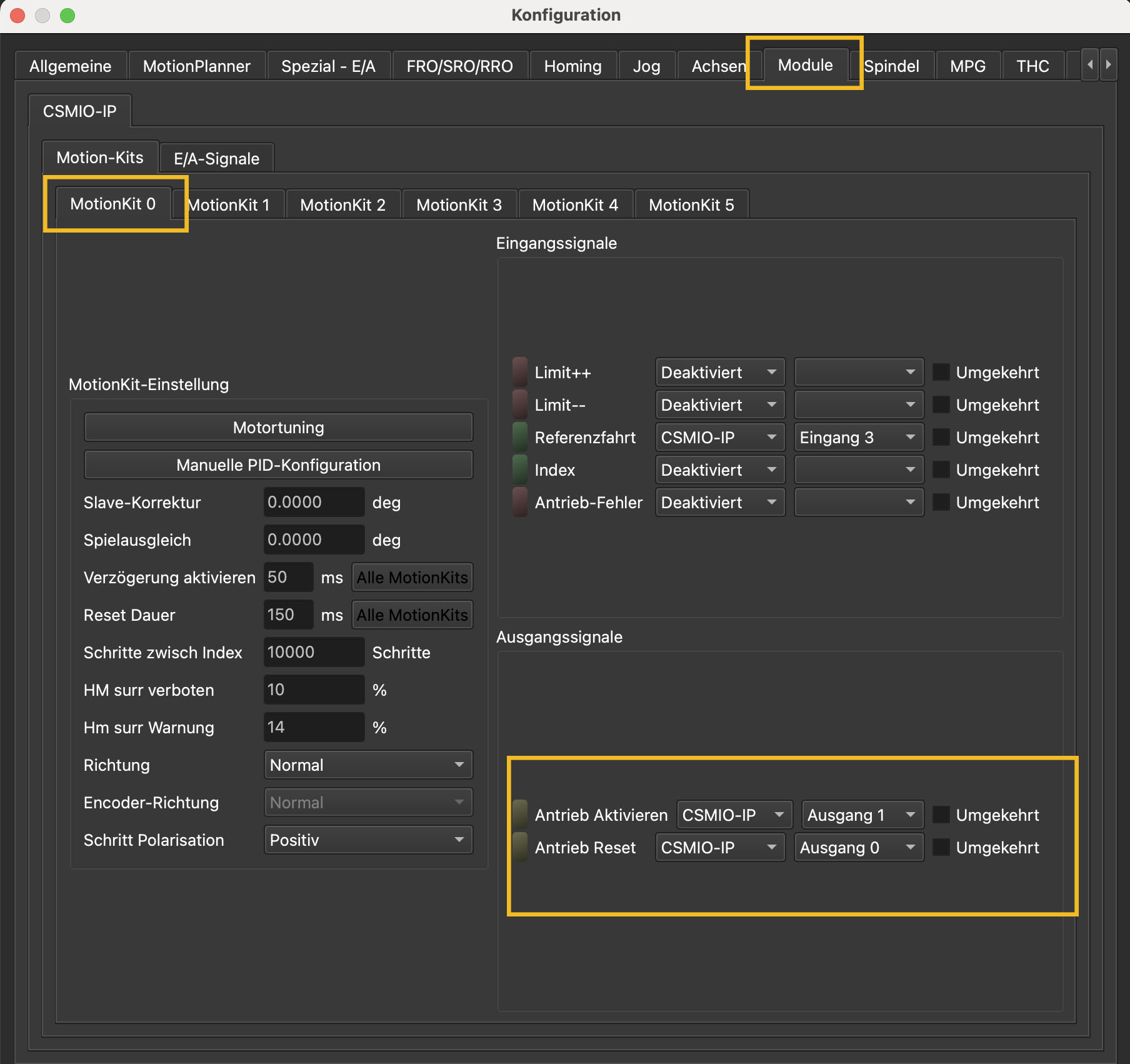
müssen wir für die Spindelorientierung auf die Y Achse wechseln.
Hier stellen wir dann bei Reset den Ausgang ein, der das MI Signal schaltet. In unserem Fall der Ausgang 7.
Unter Reset Dauer können wir in Millisekunden einstellen wie lange das Reset Relais angezogen bleiben soll. Bitte versuchen Sie die beste Zeit aus. 1000 ms gleich 1 Sekunde. Bitte klicken Sie nicht auf "für alle Motion Kits" denn dann würde der Wert für alle Achsen, somit auch für die X-Y-Z Achsen genommen.
Sie können alle Achsen auswählen, die auch Aktive sind. Wenn Sie also eine C Spindel haben, können Sie den Ausgang auch bei der C Achse zuweisen, was dann auch später im Servicefall logischer Wäre.
Hier stellen wir dann bei Reset den Ausgang ein, der das MI Signal schaltet. In unserem Fall der Ausgang 7.
Unter Reset Dauer können wir in Millisekunden einstellen wie lange das Reset Relais angezogen bleiben soll. Bitte versuchen Sie die beste Zeit aus. 1000 ms gleich 1 Sekunde. Bitte klicken Sie nicht auf "für alle Motion Kits" denn dann würde der Wert für alle Achsen, somit auch für die X-Y-Z Achsen genommen.
Sie können alle Achsen auswählen, die auch Aktive sind. Wenn Sie also eine C Spindel haben, können Sie den Ausgang auch bei der C Achse zuweisen, was dann auch später im Servicefall logischer Wäre.
Kommentare (0)