


Sicherheitsabstand bei der ECAM Plasma
Beispielprojekt 1 können Sie sich hier downloaden: Beispielprojekt 1
Hier das Beispielprojekt 1:
Den passenden Postprozessor können Sie hier downloaden: PP für die SIM Software
Die Einstellungen der Sicherheitshöhe werden nicht verwendet.
Denn wer nach einem M5 den Brenner anheben möchte möchte den Befehl wie folgt aussehen haben:
%
(MADE BY CNC-STEUERUNG.COM)
(CREATED 08/16/2024 16:40:47)
G90 G94 G17 G49 G40
G90
(PROFILE)
()
G98
G0 X-32.748 Y0.
M3
G1 F500
G3 X32.748 I32.748 J0.
X-32.748 I-32.748 J0.
M5
G00 Z10
G0 X-32.748 Y0.
(PROFILE)
()
G98
G0 X-23.408 Y0.
M3
G1 F500
X-11.704 Y-20.272
X11.704
X23.408 Y0.
X11.704 Y20.272
X-11.704
X-23.408 Y0.
M5
G00 Z10
G0 X-23.408 Y0.
M30
Lösung:
Starten Sie die ECAM - starten Sie unser Projekt und erstellen Sie einen Code
Wenn das Fenster sich öffnet klicken Sie auf Postprozessor editieren und das Fenster des PP zu öffnen.
Nun suchen Sie die Einstellen “Eigenschaften Schneidmaschine und dann "Brenner ausschalten”
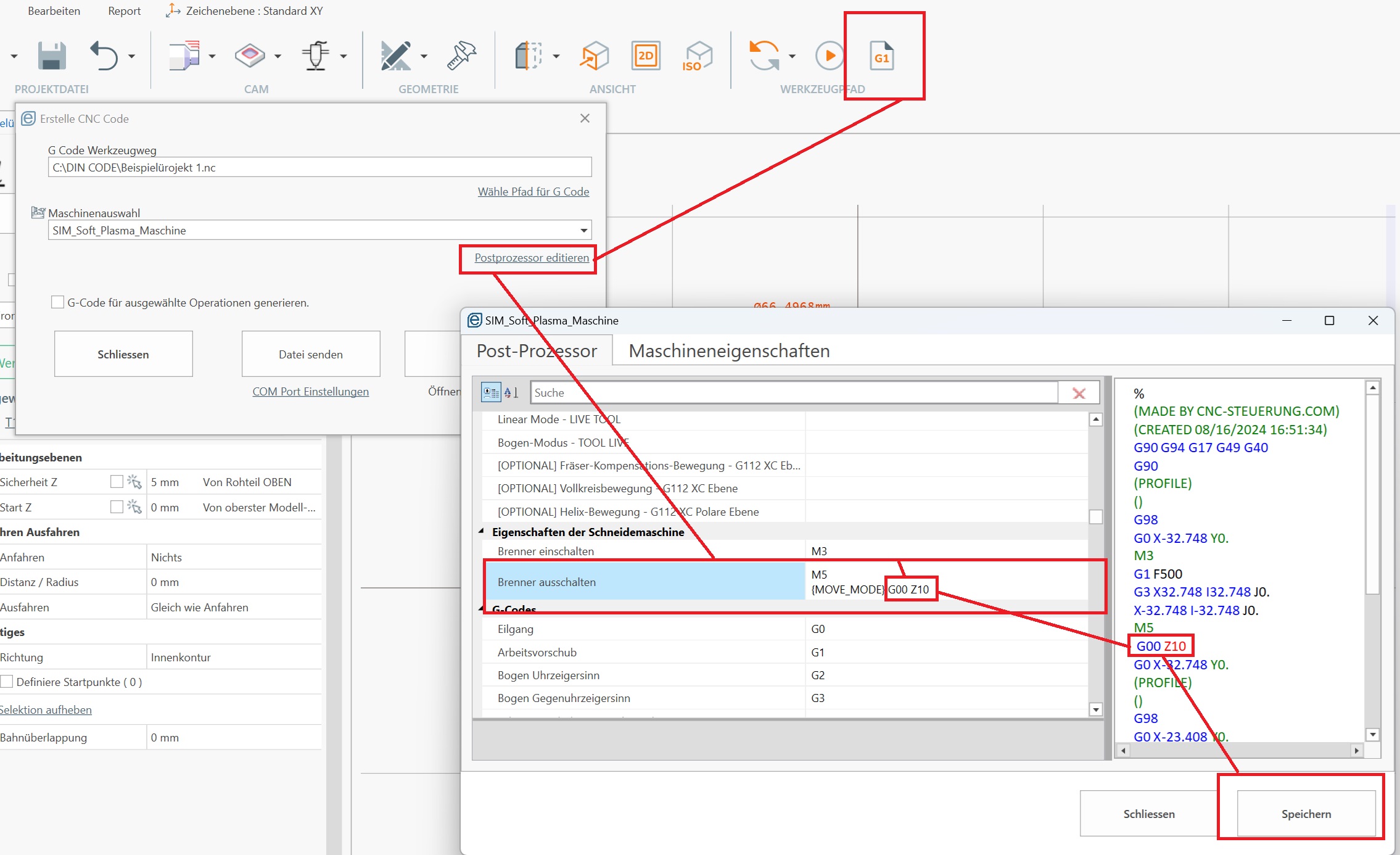
Wer nun die Höhe nach dem Ausschalten ändern möchte - ändert in der Linken Spalte beim
Z10 was 10mm über Null bedeutet einfach auf zum Beispiel Z50.
Dann würde der Code so aussehen:
(MADE BY CNC-STEUERUNG.COM)
(CREATED 08/16/2024 16:58:07)
G90 G94 G17 G49 G40
G90
(PROFILE)
()
G98
G0 X-32.748 Y0.
M3
G1 F500
G3 X32.748 I32.748 J0.
X-32.748 I-32.748 J0.
M5
G00 Z50
G0 X-32.748 Y0.
(PROFILE)
()
G98
G0 X-23.408 Y0.
M3
G1 F500
X-11.704 Y-20.272
X11.704
X23.408 Y0.
X11.704 Y20.272
X-11.704
X-23.408 Y0.
M5
G00 Z50
G0 X-23.408 Y0.
M30
Kommentare (0)