


Wie arbeiteten unsere THC-Baugruppen?
Wie arbeiteten unsere THC-Baugruppen?
Der Abstand zwischen der Brennerspitze und dem Werkstück ist ein kritischer Faktor für die Schnittqualität und Standzeit. Deshalb ist eine THC Regelung ein zwingendes Muss.
Wie arbeitet die THC Baugruppe?
Wir werten die Spannung der Plasmaquelle aus und generieren daraus eine Spannung von 0-10 Volt die von jeder Industriesteuerung ausgewertet werden kann.
Plasmageräte selber arbeiten in der Regel mit einer Spannung von 50 bis 180 Volt DC. Diese Spannung kann nicht ohne weiteres an eine Steuerung angeschlossen werden. Die Spannung muss auf max.10 Volt gegrenzt werden um die Hardware nicht zu beschädigen.
Mit Hilfe unserer Baugruppe wird aus den Spannungen der Plasmaquelle eine analoge Spannung von 0 bis 10 erzeugt die von eine Hardware auch verarbeitet werden kann.
Der Anschluss ist recht einfach und ist die Software eingestellt benötigt der Anwender nur noch eine/ maximal 2 Werte um die richtige Höhe während des Schneides zu halten.
Der Abstand in mm und die verwendete Spannung.
Wir zum Beispiel eine Spannung von 90 Volt vorgegeben wird die Z Achse die bereits an den Maschinen verbaut ist nun in Ihrer Position geregelt. Das bedeutet:
Weicht der gemessene Wert von der Vorgabe also in unserem Beispiel 90 Volt ab, regelt die Software die Position solange bis die 90 Volt erreicht sind nach. Ein zu hoher Wert regelt die Z Achse nach unten Ein zu niedriger Wert regelt die Z Achse nach oben.
Mit unserer Technik benötigen Sie keinerlei weitere Hardware als unsere THC Einheit.
Vorausgesetzt die Maschine verfügt bereits über einen Motor der von der Z Achse aus gesteuert werden kann. Sprechen Sie mit unserem Support.
Unsere THC Baugruppe reduziert den Verschleiß der Bauteile an Ihrer Plasmaanlage und damit reduziert sich auch die Ausfallzeiten Ihrer Maschine.
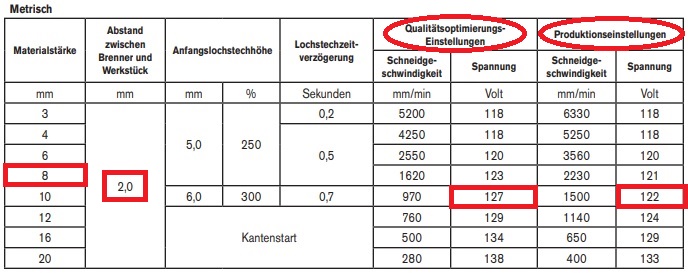
Schauen wir uns einmal die Materialstärke 8mm an.
Bei einem Abstand von 2,0 mm zum Material haben wir laut Herstellerangaben 127 Volt bei einem Vorschub von 970 mm/min.
bei einem Qualitätsschnitt. 122 Volt bei 1500 mm/min., wenn wir einen Produktionsschnitt ausführen.





THC Light:
Mit dieser Baugruppe können Sie einfach und schnell aus der Schneidspannung 0-180 Volt ein analoges Signal erzeugen.
Bitte beachten Sie das bei HF Zündungen bis zu 12000 Volt erzeugt werden können. Sprechen Sie mit unserem Support.

Durch den Abstand des Plasmakopfes zum Werkstück ändert sich die Spannung und damit das 0-180 Volt Signal. Durch die Software kann eingestellt werden in welchen Bereich das 0 - 10 Volt Signal erzeugt wird.
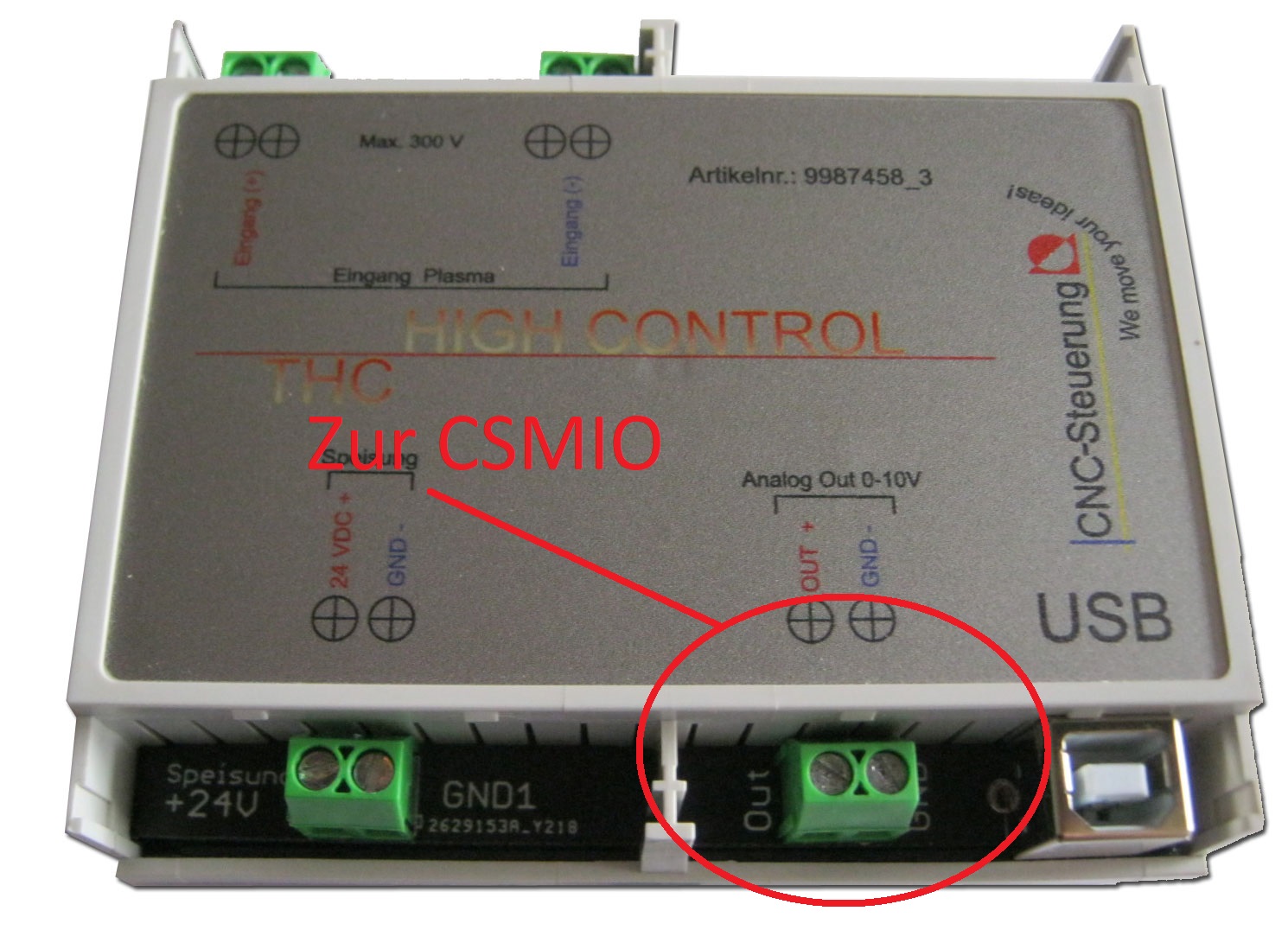
Anschluss der Spannungsversorgung:
Verwenden die das mitgelieferte Netteil 24 Volt 10 Watt für die Spannungsversorgung der Baugruppe.
Schließen Sie diese an den unten gezeigten Klemmen (Stromversorgung an).
Nutzen Sie dazu immer ein gesondertes Netzteil, also nicht das was Sie schon für die Steuerung nehmen.

Ausgang der analogen Spannung 0-10 Volt
Klemmen Sie Ihre Steuerung hier am Ausgang der THC Baugruppe an. Hier kommen die 0-10 Volt die aus der Eingangsspannung 0-180 Volt erzeugt werden heraus.
Anschluss
Nur vom Fachmann ausführen lassen.
Wenn Sie Fachmann sind !
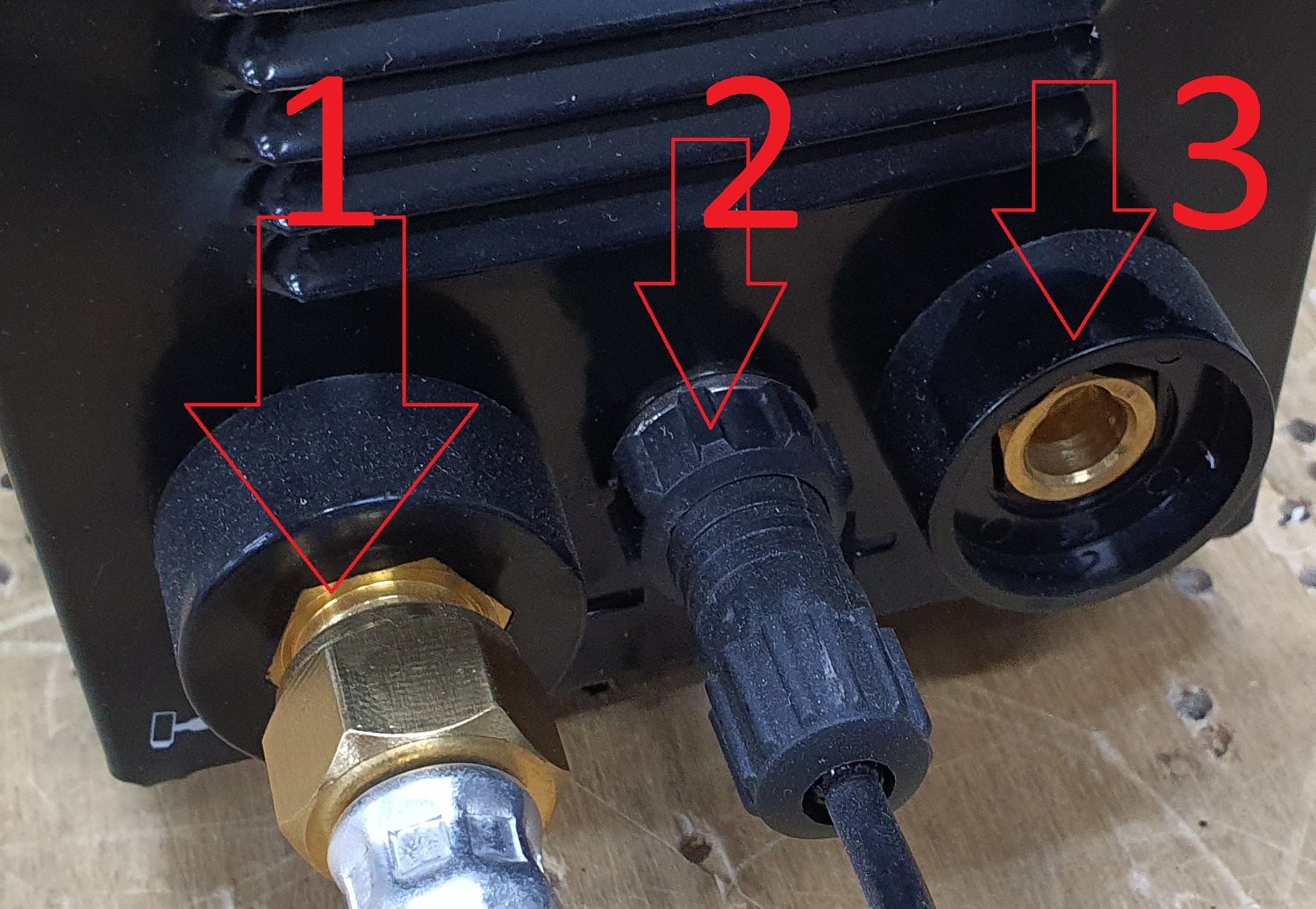
Erkennen Sie von aussen schon:
1 = Anschluss Schlauchpaket (-)
2 = Anschluss Start/Stopschalter
3 = Tischklemme (+)
Achtung: Die Tischklemme wird am Tisch angeschlossen (sehr oft als Massekabel bezeichnet was ja eigentlich falsch ist) Plus am Tisch und Minus am "Brenner"
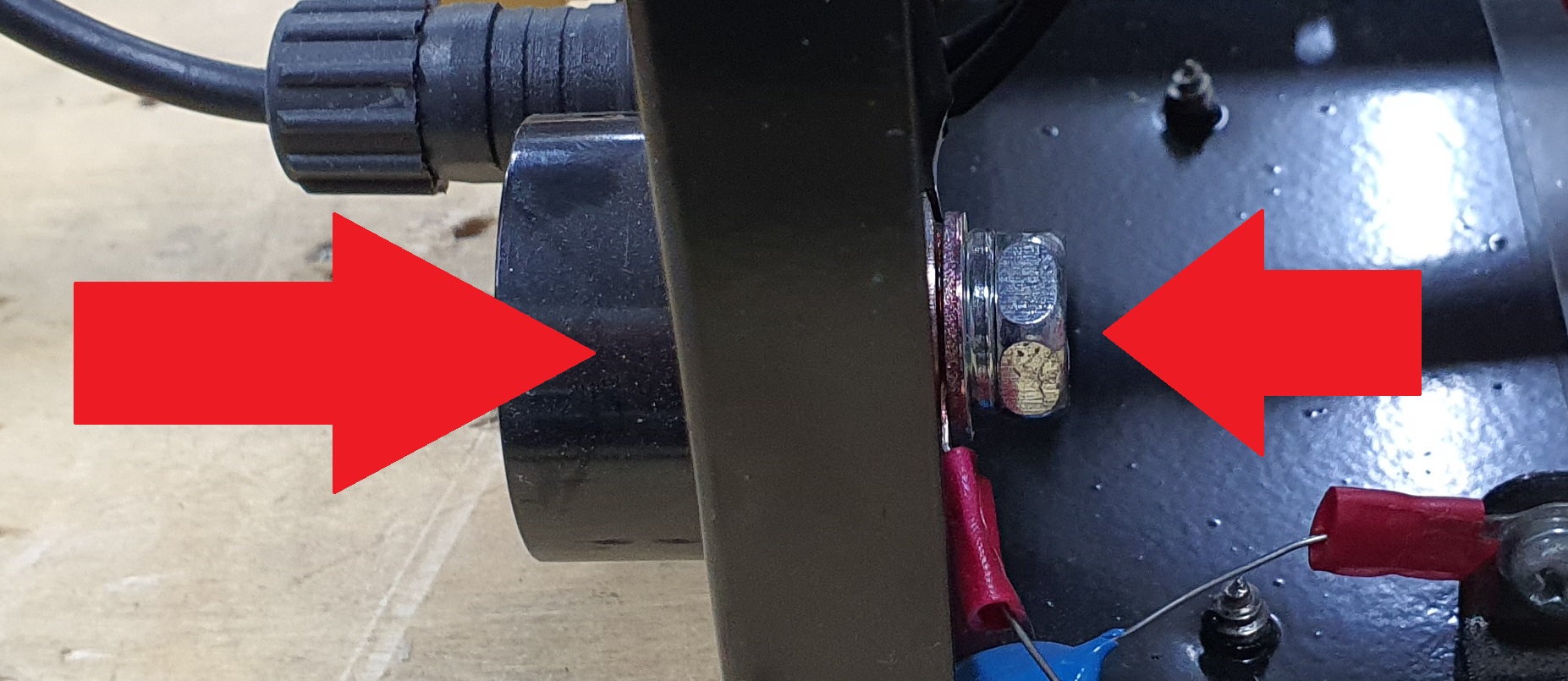
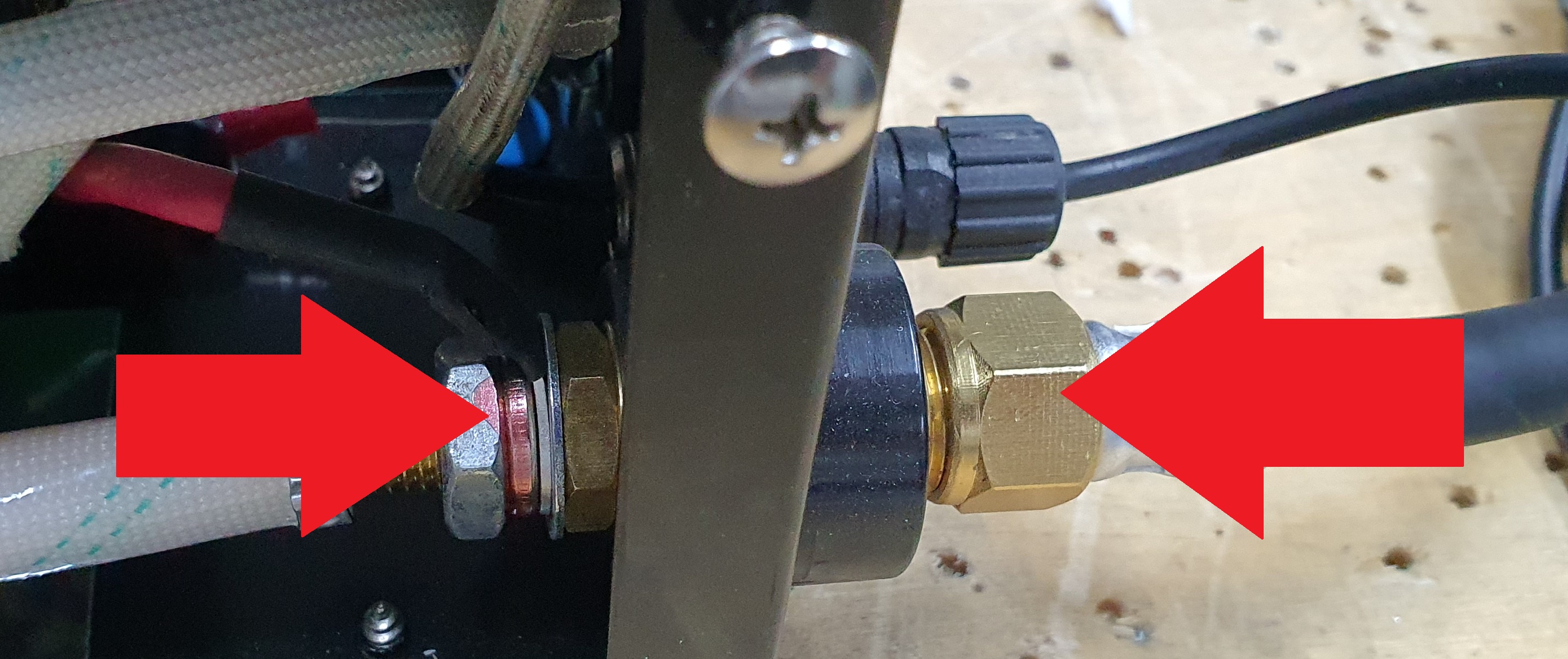
Bei unserer Anlage geht vom Schlauchpaket auch ein Kabel in das Gerät für Start und Stopp. Hier sind zwei Kabel für den Kontakt zuständig. Verbinden Sie diese beiden mit einem Relais und Sie können die Quelle aus dem Programm heraus starten.

Ob Sie diese Baugruppe im Plasmagerät einbauen oder im Schaltschrank bleibt Ihnen überlassen.
Das Gehäuse ist Tragschienen fähig und deshalb optimal für den Schaltschrank geeignet.
Wie starte ich ein Plasmagerät im CNC Betrieb?
1. Egal ob Handgerät oder Industriekopf, irgendwo in Ihrem Gerät muss ein Kontakt hergestellt werden.
Bei einem Handgerät führen in der Regel Leitungen zum Schalter im Handgriff. Legen Sie diese beiden Kabel
auf ein Relais was von der SIM Software geschaltet wird.
Bei einem Industriekopf müssen Sie schauen was für ein Potential hier verwendet wird. Schauen Sie sich die Anleitung der Plasmaquelle genau an.
An welchem Ausgang der CSMIO Sie das Startsignal anlegen, spielt keine Rolle, Sie können den Ausgang unter Spindel - Allgemeine - Spindel CW rechts eintragen.
Der Befehl zum starten lautet M3 und wird normalerweise bei Dreh oder Fräsmaschinen genommen, also ist hier keine Beschriftung Plasma an zu erwarten.
Brenner OK Signal
Der Plasmastrahl muss überwacht werden, hierzu stehen Ihnen zwei Möglichkeiten zu Verfügung.
Digitales Signal:
Beim digitalen Signal wird ein Schaltausgang der Plasmaquelle genutzt. Das Schaltsignal wird von der Plasmaquelle geschaltet und muss
vom Hersteller der Plasmaquelle breitgestellt werden.
Ob Ihre Plasmaquelle so ein Signal hat müssen Sie in der Anleitung Ihrer Plasmaquelle nachlesen.
Analoges Signal:
Für alle die keinen Schaltausgang im Plasmagerät haben, können das analoge Signal nutzen.
Dieses steht ja schon für die Höhenregelung bereit und kann hier eingetragen werden. Achten Sie darauf welche Hardware Sie von uns verwenden.
Beim THC Modul für die IP-M ist der Eingang auf Eingang 0 vorverdrahtet. Alle anderen können hier den Eingang zuweisen der verdrahtet wurde.
Hier wird dann der analogwert genommen um zu entscheiden ob der Brenner noch arbeitet oder nicht.

Wer diese Einstellung wählt muss den Spannungsbereich wählen in dem der Wert als OK angenommen wird.
Hier im Beispiel stehen bei min. 110 Volt und Maximum 180 Volt. Diese Werte sind sich gerade im Minimumbereich zu hoch eingestellt.
Setzen Sie den Wert am besten laut Ihrer Schneidtabelle auf den Wert mit dem Ihre Plasmaquelle arbeitet. Also irgendwo um die 60 Volt.

Viele Kapazitive Ringe arbeiten mit einer Spannung von minus bis plus 10 Volt DC.
Unsere Steuerung benötigt aber 0-10 Volt. Diese Baugruppe ermöglicht es Ihnen diese anliegende Spannung auf einen brauchbaren Wert zu bringen.

Das Bild zeigt einen Faktor von 18 an. Hier würde dann mit einer maximalen Anzeige von 180 Volt gearbeitet. Wer also seinen Abstand auf 90 "Volt" bringen möchte hat eine Höhe von "eigentlich 5 Volt (Ausgabe am Gerät -was eigentlich früher Null Volt war)
Welchen Faktor Sie eingeben ist eigentlich unerheblich. Sie könnten sich auch mm ausrechnen. Schauen Sie aber nach ob mm dann auch in welchen Voltschritten ausgegeben wird.
Öffnen Sie die Hyperthermanlage und nehmen Sie die weisse Abdeckung zur Seite. Nun kommt die grüne Platine auf der linken Seite (von vorne gesehen) zum Vorschein. Schauen Sie sich die Platine genau an, unten links finden Sie die beiden Gewindebohrungen zum Anschluss der THC Baugruppe. Achten Sie auf den richtigen Anschluss.
Kommentare (0)