


Winkelmessen mit der SIM Software
Ab der Version Plasma_Deutsch_50, haben wir das Antasten des Bleches sowie das ermitteln des Winkel mit aufgenommen. Ziel ist es ein schräg aufgelegtes Blech oder Stahlplatte zu erkennen und den Code entsprechend des errechneten Winkel anzupassen. Damit wir die Stahlplatte erkennen und nicht eine Trägerplatte des Opfertisches müssen wir die Platte antasten und dann von der Platte zur Außenkante hin das Ende der Platte zu finden.

In der Regel sollte die Platte so gerade wie möglich liegen, was bei großen und schweren Platten nicht immer so einfach ist. Wir Tasten je nach Parameter (Maschinenursprung aus) die Platte unten links an. Diese wird dann in Ihrer Lager erkannt und der Code entsprechend gedreht.
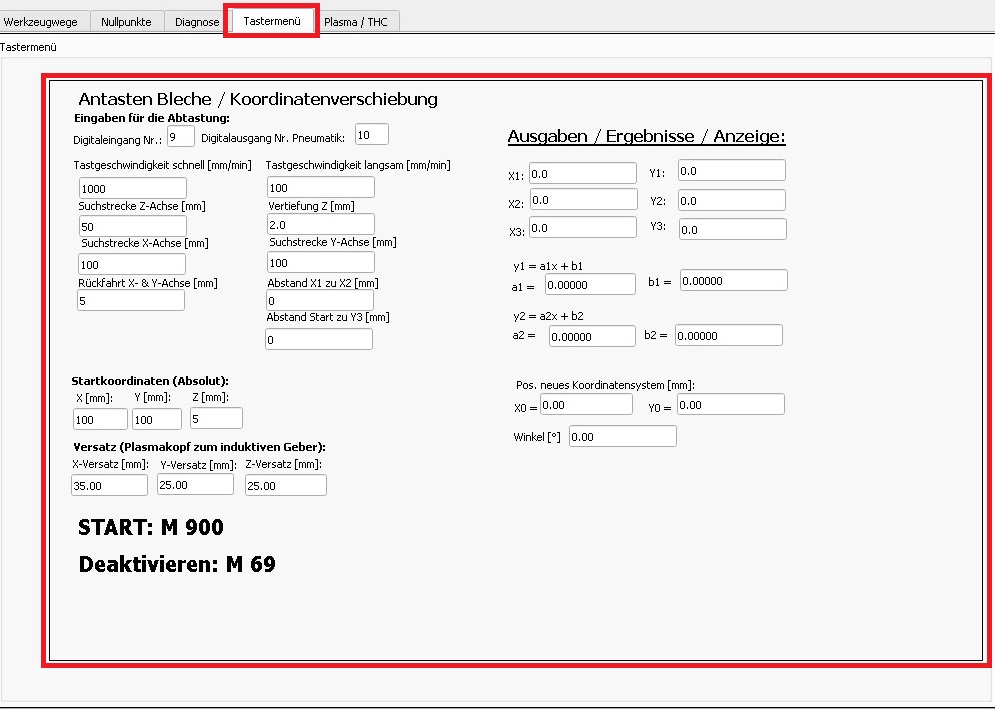
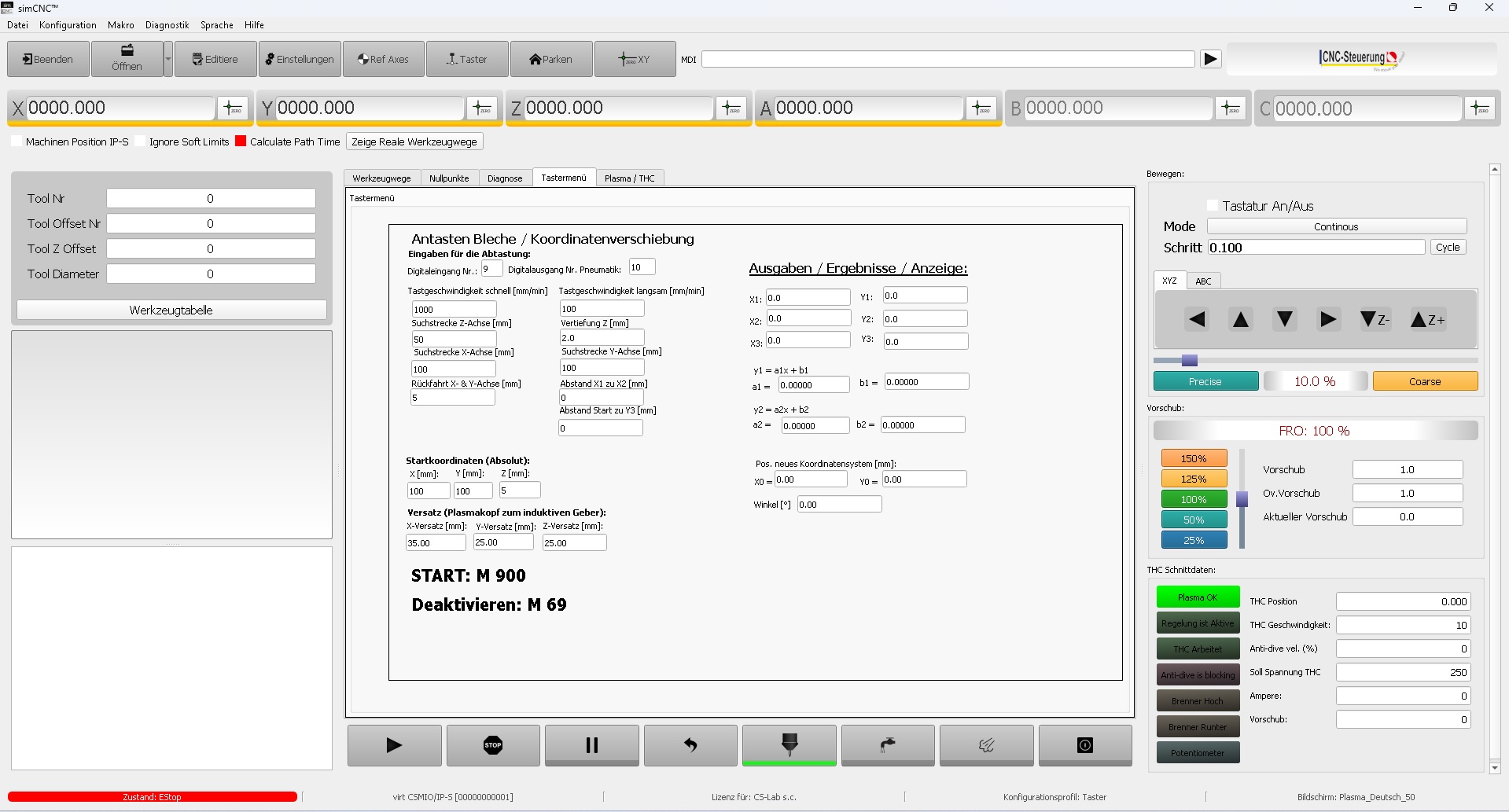
Das Tastermenü mit seinen Parametern erreichen Sie über den Reiter "Tastermenü"

Zu unserer Oberfläche benötigen Sie Sie von uns den Skript M900
Sie sehen dann das eigentliche Menü.
Hier werden Maschinenparameter benötigt die wir so nicht vorgeben können. Deshalb haben wir Felder angelegt die bei Eingabe des Wertes mit der Enter Taste bestätigt werden müssen.
Das Menü zeigt außerdem auf der rechten Seite die Berechnungen (Ausgaben/Ergebnisse / Anzeigen) diese sind für den Anwender nur zu Info und benötigen keinerlei Eingaben.
Grundsätzlich wird der Tastvorgang mit dem Befehl M900 ausgeführt. Geben Sie hierzu den Befehl oben in der MDI Zeile ein und klicken Sie auf das schwarze Dreieck

Die benötigten Eingaben sollten eigentlich klar sein.
Zum Verständnis: Wir Tasten einmal schnell (Tast Geschwindigkeit schnell) mit einer maximalen
Strecke ( Suchstrecke Z Achse) und finden die Oberfläche, nun fahren wir die Z Achse um (Vertiefung nach unten ) 2mm noch mal tiefer damit wir das Blech nicht verlieren. Wir fahren mit einer Y Bewegung zum Ende/Anfang des Bleches, finden die Kante - Stoppen und suchen mit der Tast Geschwindigkeit langsam wieder zu Kante des Bleches Nun fahren wir zum zweiten Messpunkt entlang der X Achse.
Die Position des zweiten dritten Messpunktes wird vom ersten Messpunkt hier eingetragen:
Der Tastvorgang wird dann am dritten Punkt entlang der Y Achse wiederholt. Schauen Sie sich am besten oben das Demo Video an. Der M 900 wird Ihnen den gemessen Winkel direkt eintragen und das Programm richtig drehen, wenn Sie bereits ein Programm geladen haben. Achtung der Winkelbefehl ist selbsthaltend, was bedeutet Sie müssen idealerweise nach jedem Blechschneiden einen G69 am Ende des Programmes aufrufen um den Winkel nicht mit in andere Programme reinzuholen. Wir planen mit einem Pneumatikzylinder der den Sensor rauf und runter bewegt.
Dazu ist der Ausgang des Pneumatikventil zuzuweisen. Der Digitaleingang wird hier von der Sonder eingetragen.

Was wird benötigt:
Grundsätzliches - Was wird benötigt?
1 . Die Oberfläche ab Plasma_Deutsch_50
2 . Den Skript M900
3 . Einen induktiven Sensor (oder vergleichbares)
Der Tastvorgang erledigt zwei unterschiedliche Tastungen mit 2 Eingänge
- Sonde 0 und Sonde 1 mit einem Signal !
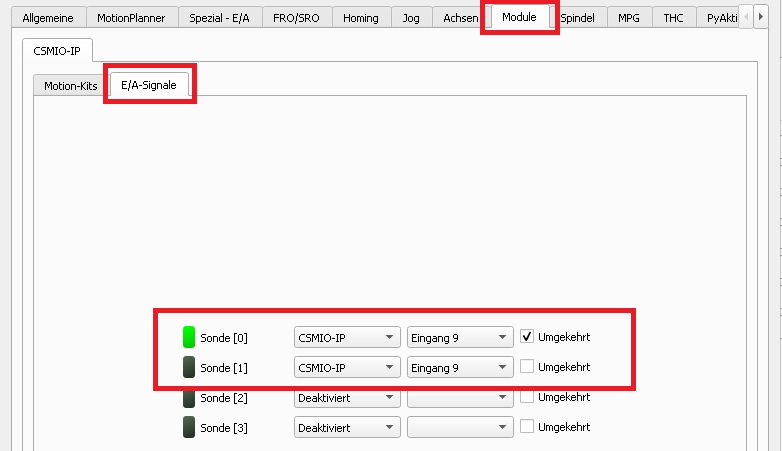
Dazu gehen Sie auf Module und dann auf EA Signale
Weisen Sie der Sonder 0 und Sonde 1 die Signale so zu, daß bei nicht betätigten Eingang das Signal nicht übernommen wird.
Da wir beim tasten zwei verschiedene Zustände bei einem Signal muss der gleiche Eingang zwei mal eingetragen werden. Wir suchen die Oberfläche mit Sonde [0[ und die Seitenkanten mit Sonde [1] Kopieren Sie das M900 in den Profil Ordner Ihrer Maschine. Kopieren Sie die Oberfläche in den Ordner Screen der Software und rufen Sie diese dann auf.
Der Tastvorgang erledigt zwei unterschiedliche Tastungen mit 2 Eingänge - Sonde 0 und Sonde 1 mit einem Signal ! Dazu gehen Sie auf Module und dann auf EA Signale
Weisen Sie der Sonder 0 und Sonde 1 die Signale so zu das bei unbetätigen Eingang das Signal nicht übernommen wird.
Grundsätzliches - Was wird benötigt?
1 . Die Oberfläche ab Plasma_Deutsch_50
2 . Den Script M900
3 . Einen induktiven Sensor (oder vergleichbares)
Der Tastvorgang erledigt zwei unterschiedliche Tastungen mit 2 Eingänge - Sonde 0 und Sonde 1 mit einem Signal ! Dazu gehen Sie auf Module und dann auf EA Signale
Weisen Sie der Sonder 0 und Sonde 1 die Signale so zu das bei unbetätigen Eingang das Signal nicht übernommen wird.
Da wir beim tasten zwei verschiedene Zustände bei einem Signal muss der gleiche Eingang zwei mal eingetragen werden. Wir suchen die Oberfläche mit Sonde [0[ und die Seitenkanten mit Sonde [1]
Kopieren Sie das M900 in den Profil Ordner Ihrer Maschine:
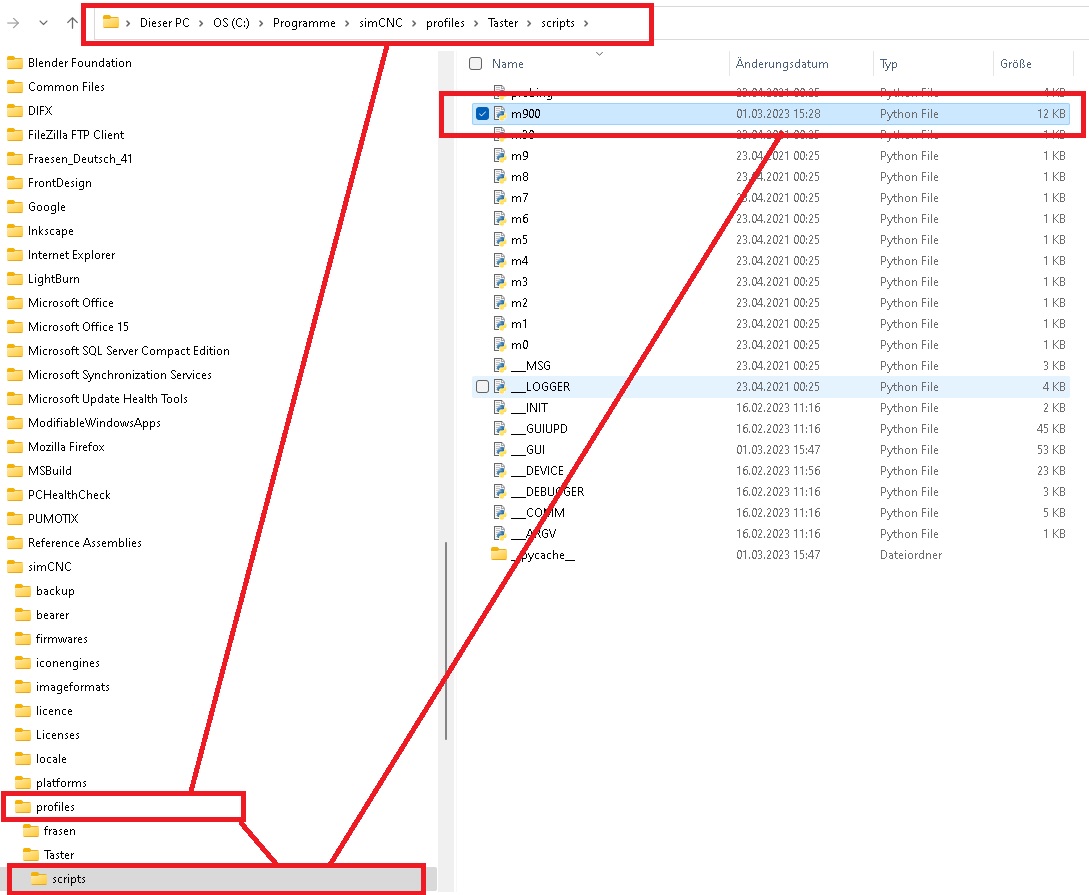
Kopieren Sie die Oberfläche in den Ordner Screen der Software und rufen Sie diese dann auf.
Achtung:
Wer mit einen zusätzlichen Probe die Oberfläche im M3 abtastet - also mit THC muss einen weiteren Eingang zuweisen:
Stellen Sie dann den Probe [2] zum Abtasten im M3 Makro ein. Ändern Sie im Script Sonde Index auf 2

Kommentare (0)